オーバーハングとサポート
今回の題材は、「オーバーハング」。
オーバーハングとは簡単に言うと、下に支えがない形のことです。
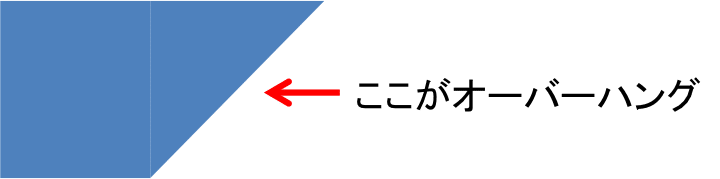
3Dプリンタでは、下から構造物を作っているので、基本的には、このように下に支える構造がないデザインはプリントに失敗します。
そこでこのようなオーバーハングを出力する際は、下にサポートと呼ばれる簡単に取り外せる支えをプリントし、オーバーハングを形成します。
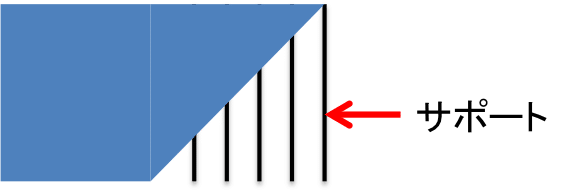
しかしこのサポートも曲者で、このサポートがある面はあまり綺麗に出力できなかったり、外す際に造形物を壊してしまったりすることがあります。
つまりできる限りサポートを使わない方が綺麗な造形ができるというわけです。
ではこのオーバーハングをどうやって”綺麗に”出力するか?
実は多少のオーバーハングなら、3Dプリンタはサポート無しで出力することができます。
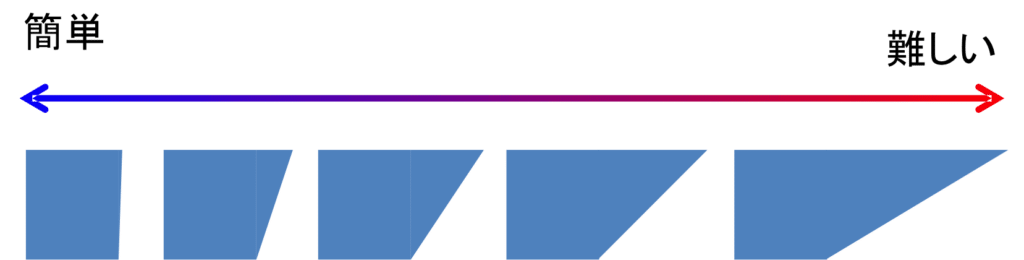
下の図の左側のようにより垂直に切り立ったオーバーハングは、下の層との重なりが大きいため、難なく出力することができます。
逆に右側のように、より突き出したオーバーハングは、下の層との重なりが少なくなるため、失敗しやすくなります。
ではどれくらいのオーバーハングなら、サポート無しに綺麗に出力できるのか?
それが今回のチャレンジになります。
確認用データの作成
今回も自分で確認用データを作成していきます。
FreeCADを起動し、新規作成、そして今回はXZ平面にスケッチを作成してください。


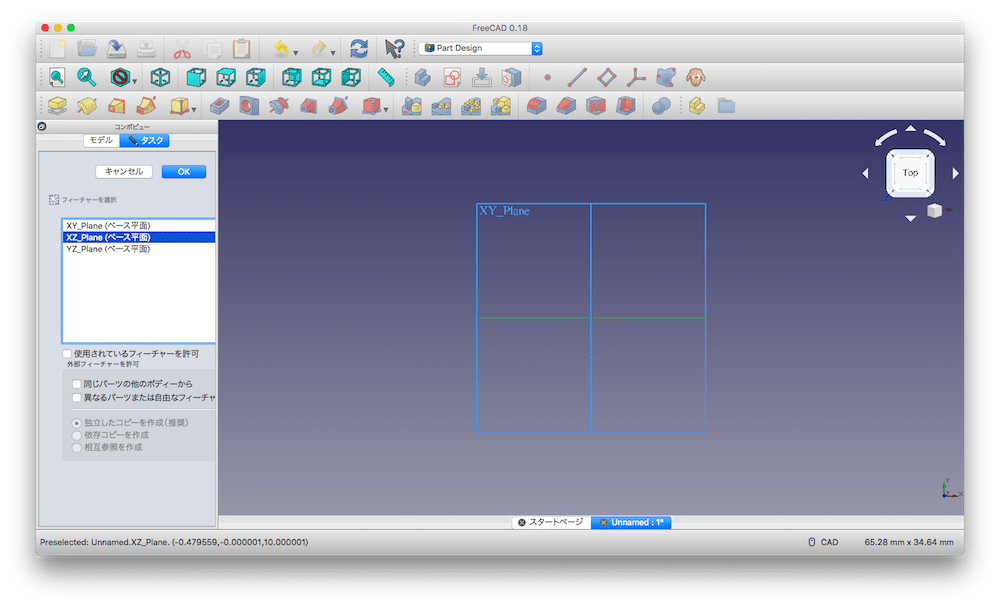
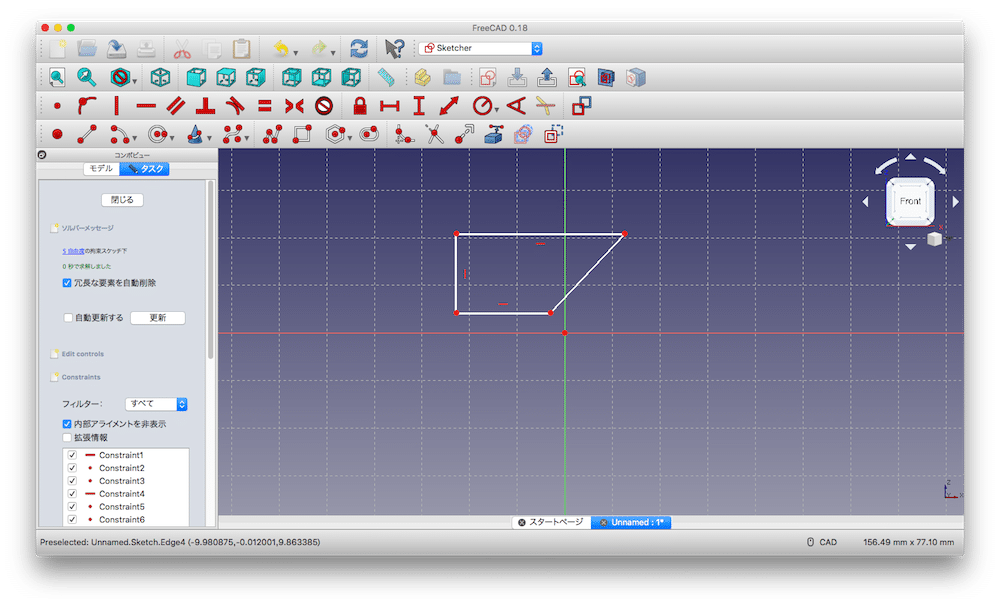
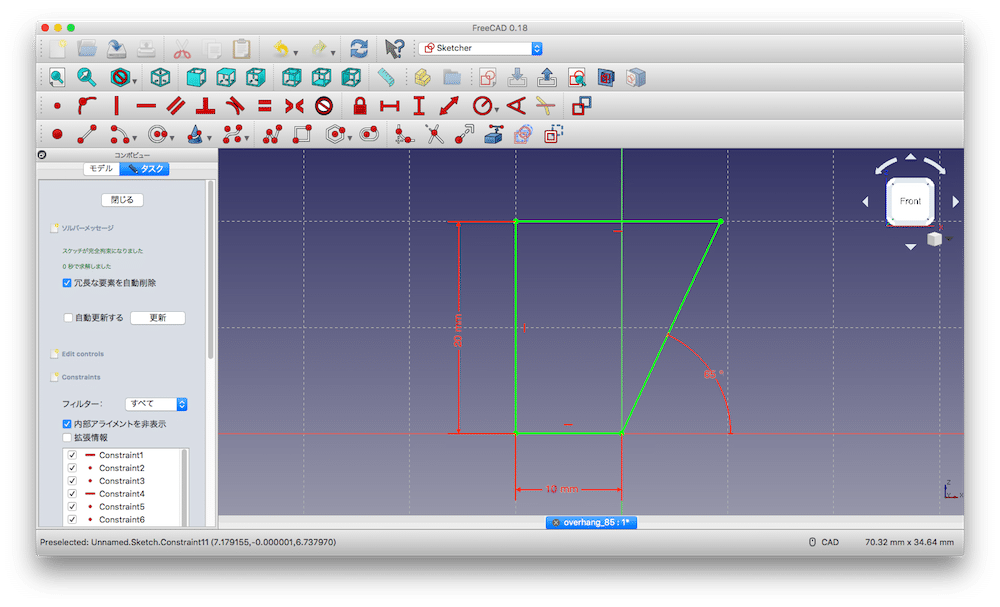
ここに線を使って、台形を描いていきます。

この際、上下の線がX軸に平行に、また左側の線がY軸に平行になるようにします。
逆に右側の線はY軸に平行にならないように描きます。
この右側の線がオーバーハングになります。
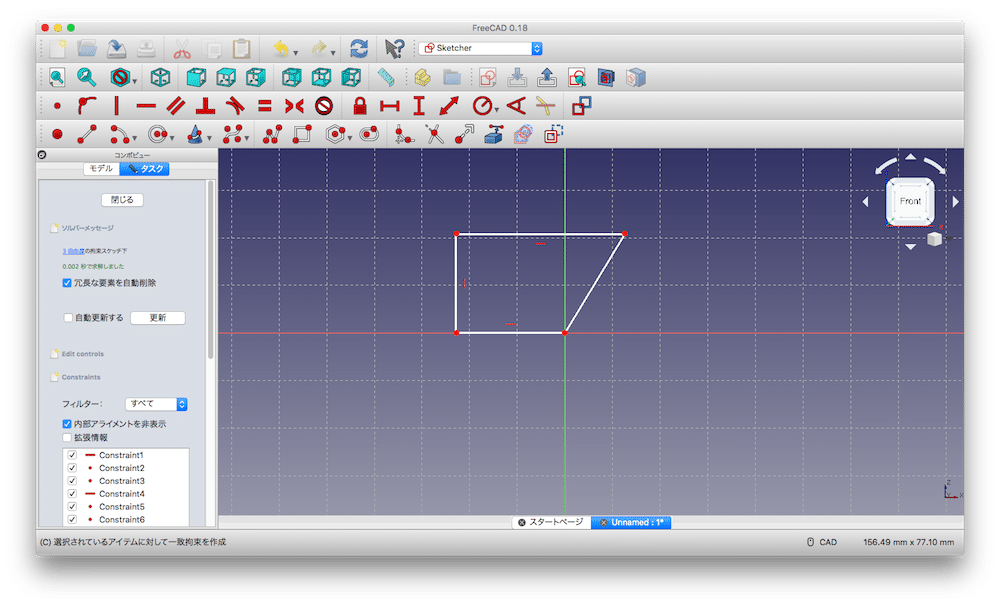
右下の点を原点に重ね合わせ拘束します。

次に下の線を「10 mm」に、左の線を「20 mm」に長さ拘束します。

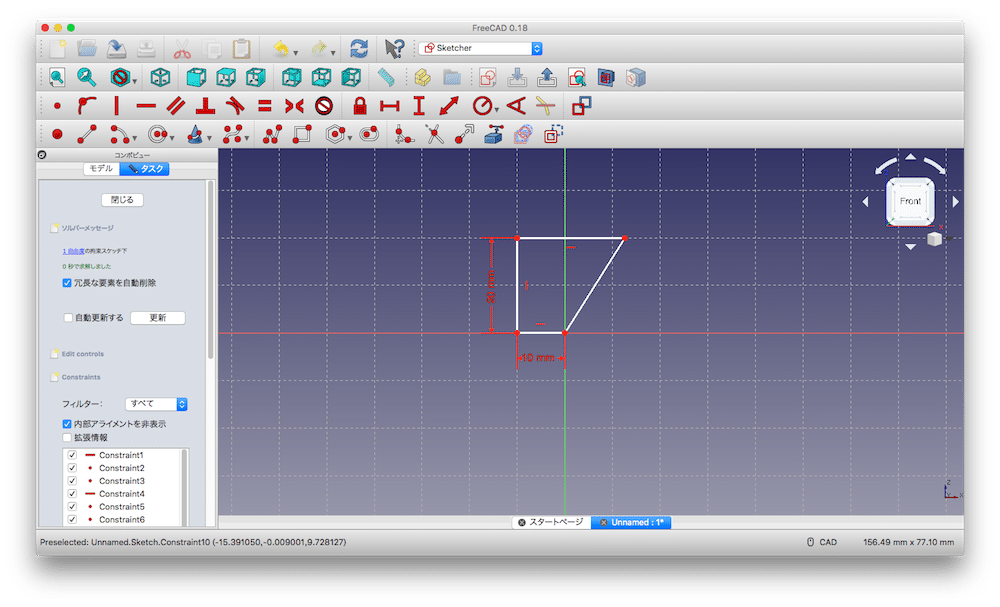
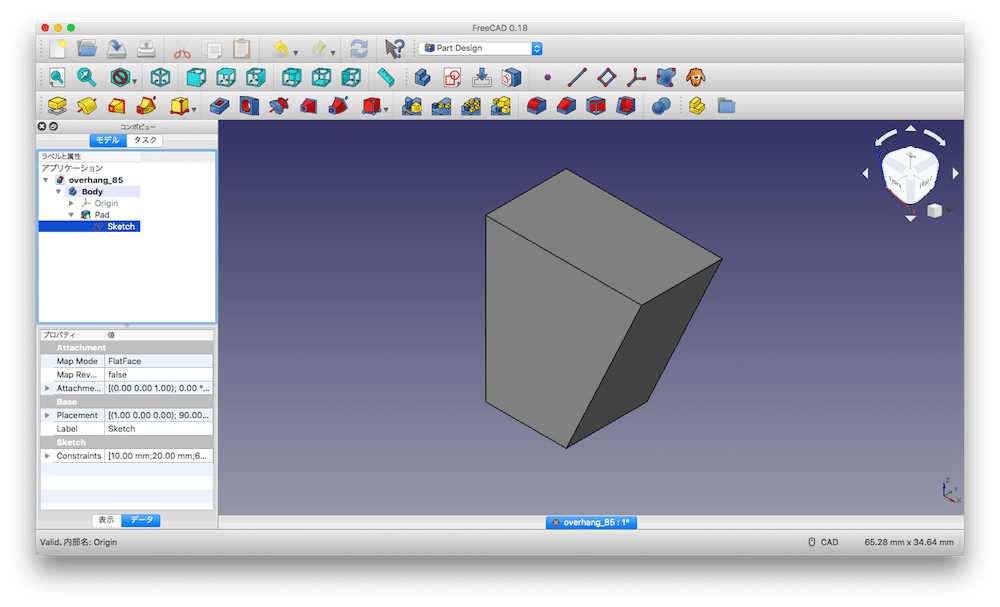
次に右の線とX軸の間の角度を拘束します。

最初は85°に設定してみました。
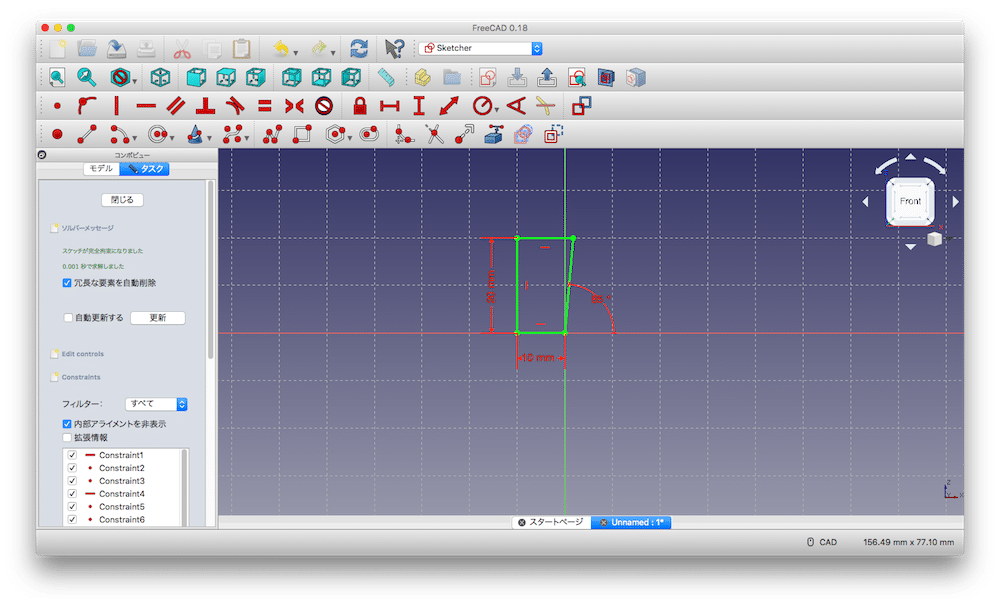
これで全て拘束されたので、「閉じる」をクリックし、スケッチを抜けます。
「パッド」または「選択したスケッチを押し出し」をクリックします。

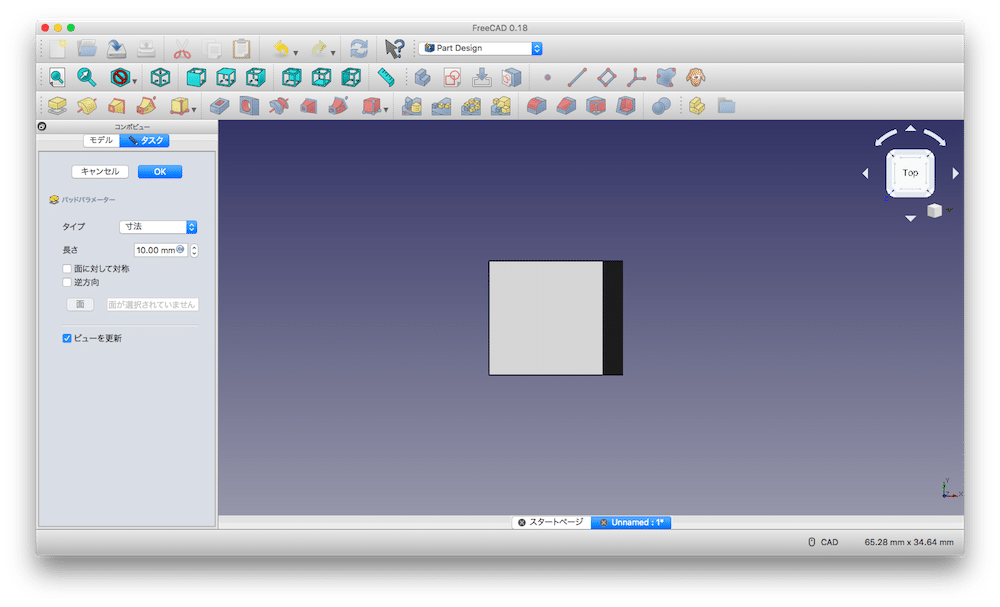
長さを「10 mm」にし、「OK」をクリック。
これで、ファイルのセーブとstlへのエクスポートをします。
そしてそのままこれを修正し、他の角度を作っていきます。
左のウインドウから「Pad」をクリック、さらに「Sketch」をダブルクリックします。
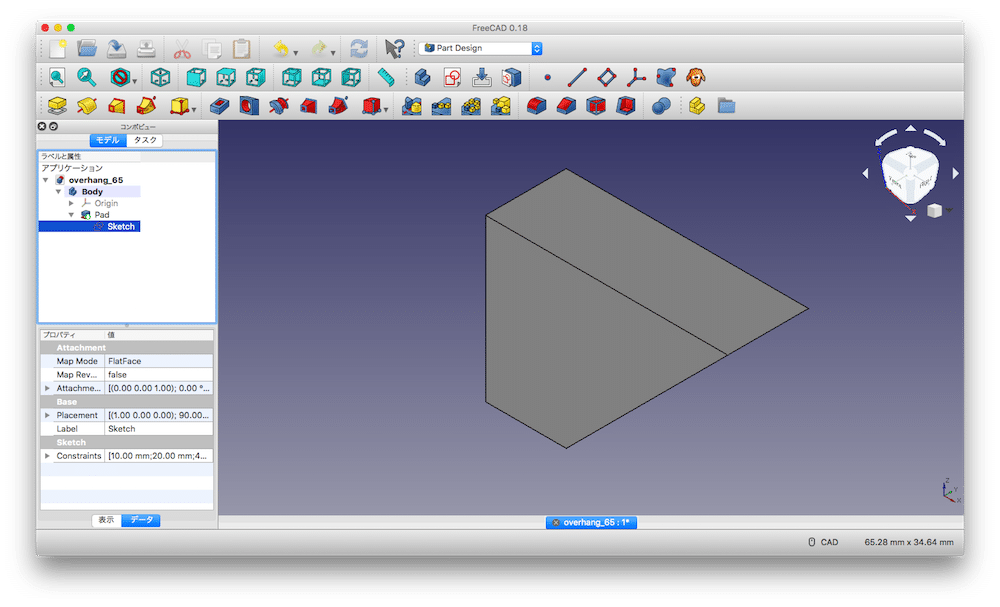
そしてデザインの中で85°と書かれているところをダブルクリックすると角度のウインドウが開きますので、65°に変更し、「OK」をクリック。
これで「閉じる」をクリックし、スケッチを抜けると、オーバーハングが65°に変更されますので、データをセーブとstlへのエクスポートをします。
同様にして、45°、25°を作ってみました。
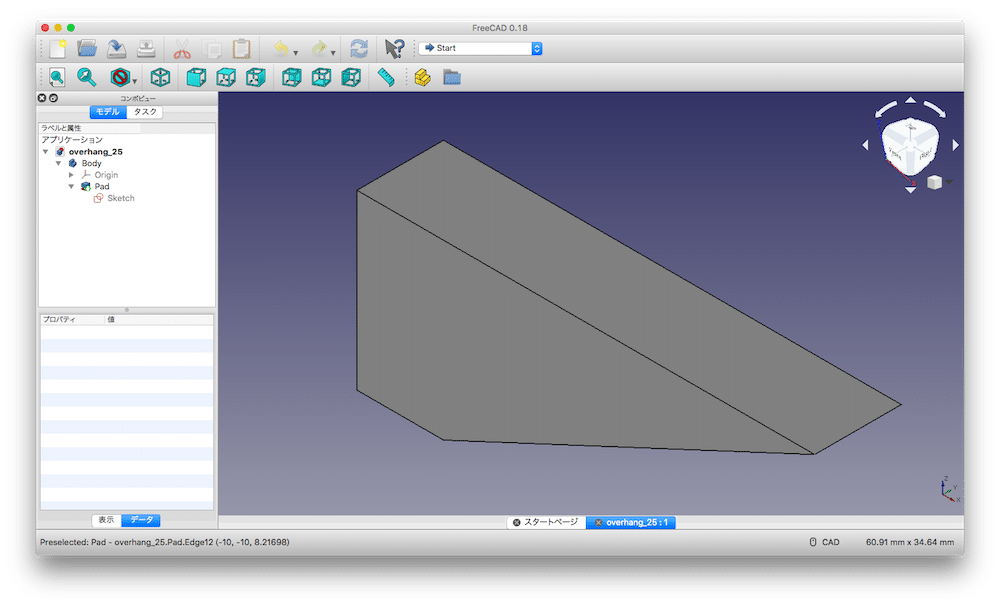
これで3Dデータの作成は完了です。
stlファイルをこちらに置いておきますので、必要な方はダウンロードして使ってください。
Curaでスライシング
では作成したデータをUltimaker Curaでスライシングしていきます。
ただ一つ一つプリントしていくのは面倒なので、今回は一括でプリントしていきます。
まずはCuraを起動。
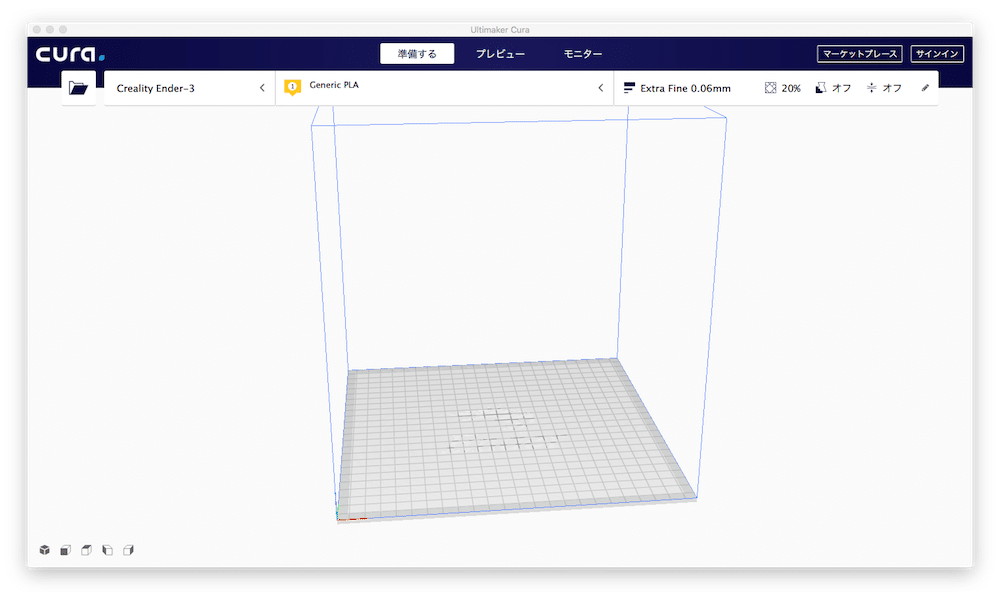
オーバーハング85°のstlファイルをドラッグ&ドロップし、読み込みます。
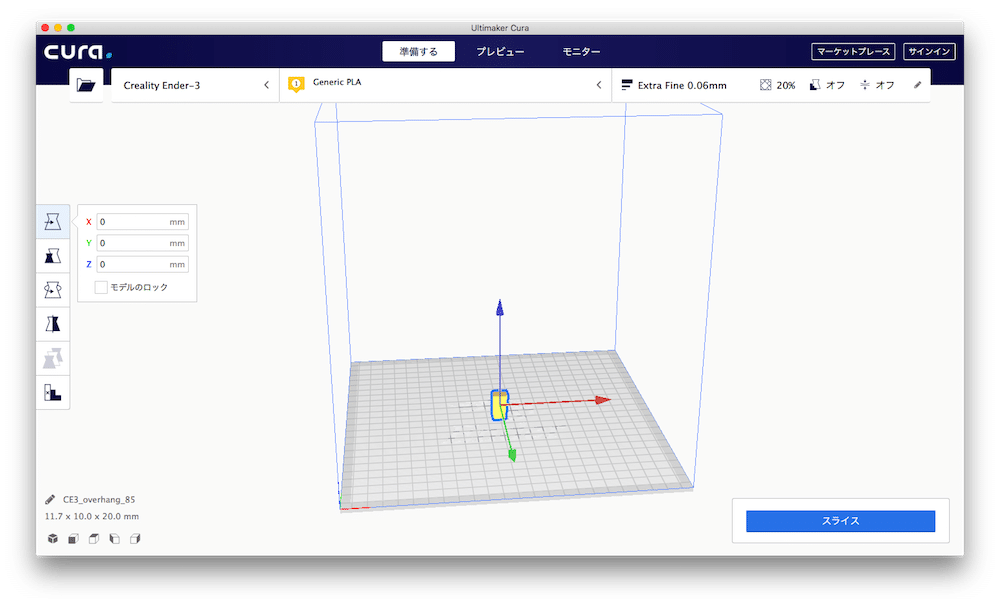
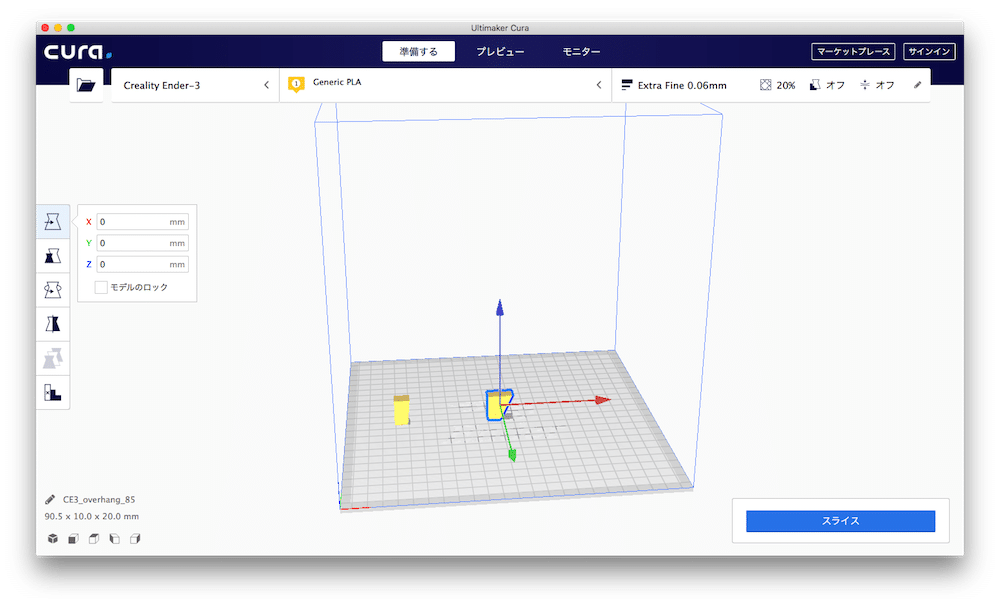
読み込んだ構造をクリックし、左のボタンの一番上をクリックします。

すると位置を移動できるようになります。
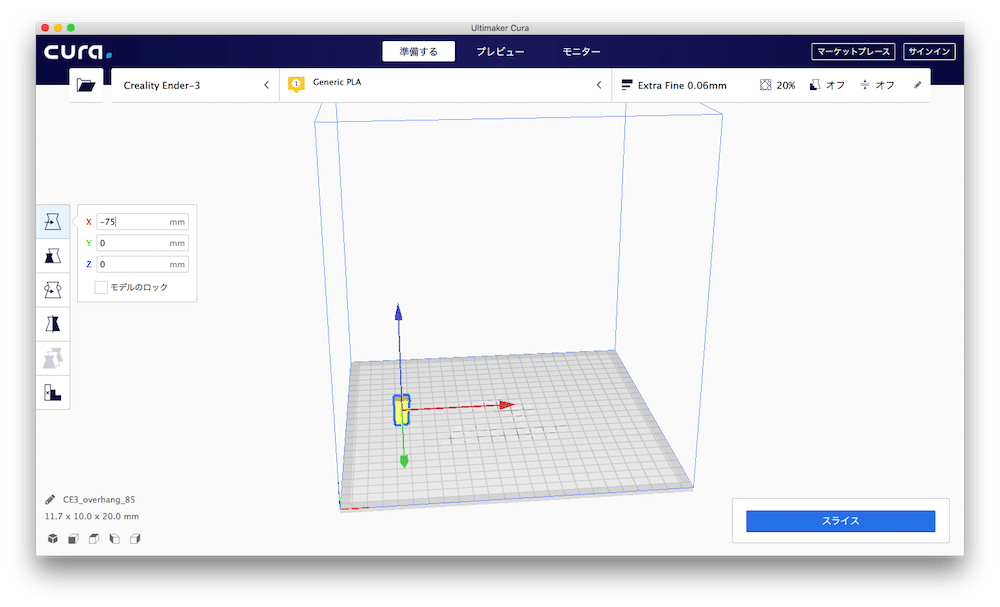
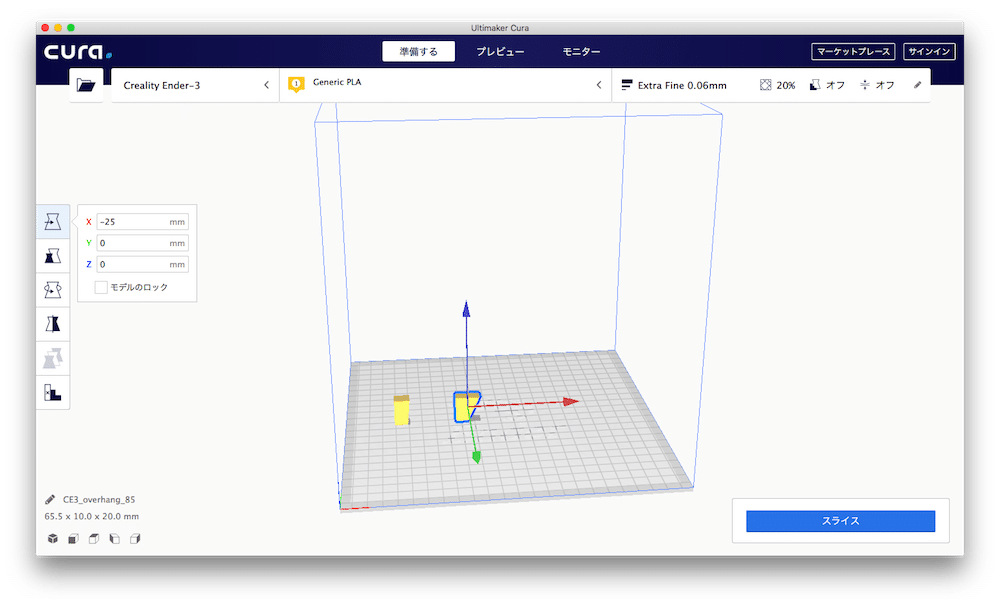
とりあえずXを-75 mmとして移動させます。
背面(構造やボタンがないところ)をクリックすると、選択状態が解除されます。
ここにさらにオーバーハング65°のデータを読み込みます。
同様に移動させていきます。
これを繰り返し、今回プリントする4種類の構造を並べていきます。
それぞれの位置に関しては、適宜調整してください。
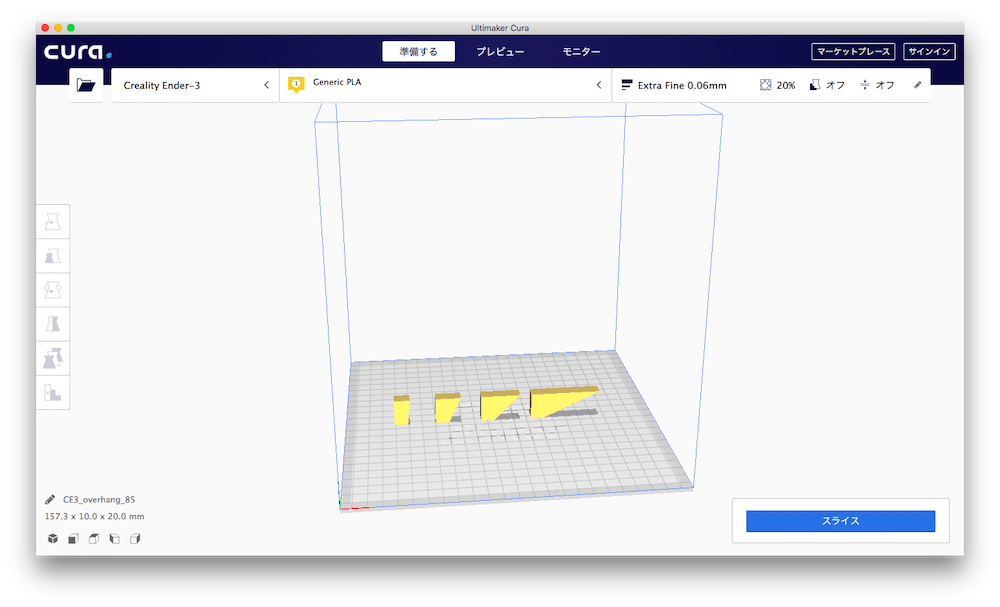
次にスライシングしていきます。
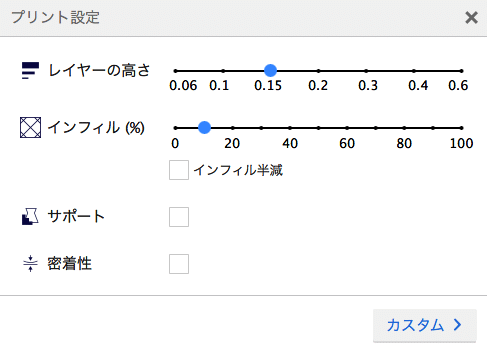
今回も「推奨」設定で行います。
「レイヤーの高さ」0.15 mm、「インフィル」10%、「サポート」チェック無し、「密着性」チェック無しです。
今回はオーバーハングがどこまでいけるのか知りたいので、絶対にサポートは無しです。
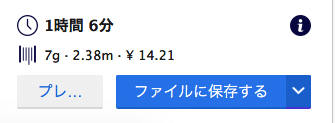
「スライス」ボタンを押してみると、予想プリント時間は1時間6分、フィラメントは2.38 mとのことでした。
プリントしてみた!
ということで、実際にプリントしてみました。
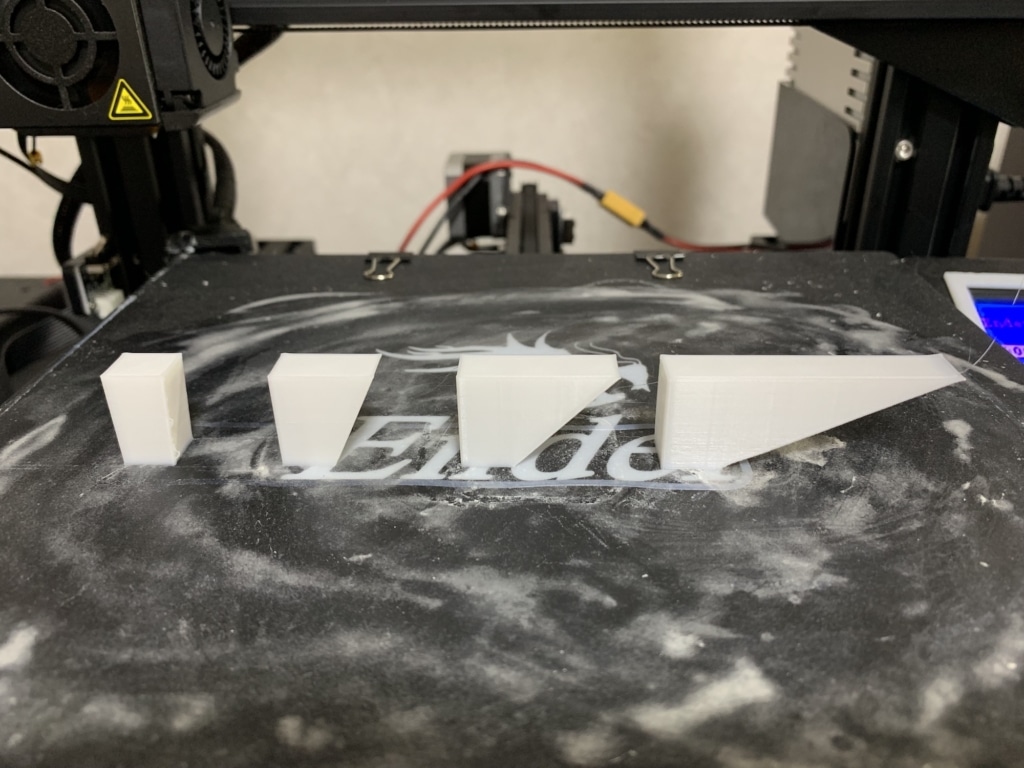
なんと、オーバーハング角度で25°まで問題なくプリントできてしまいました。
オーバーハングの面を見ても、綺麗にプリントできています。
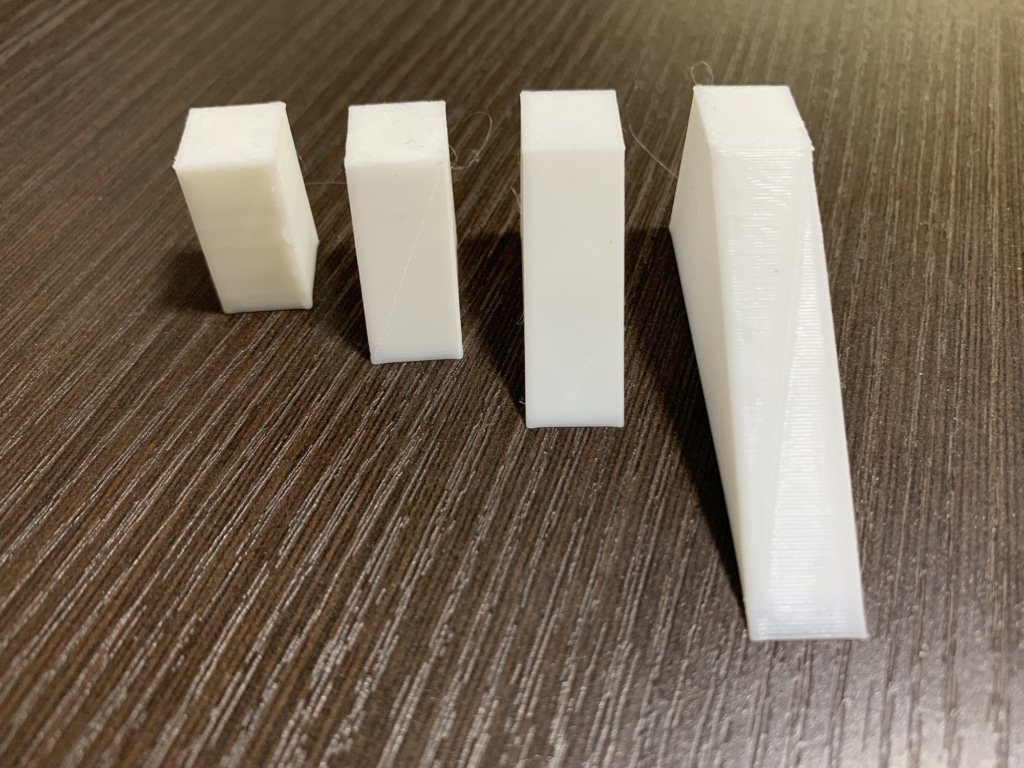
むしろ85°の方が、角が少しずれてしまったようで、突起が出ている部分があります。
実は予定では、45°まで成功して、25°はプリントがぐちゃぐちゃになって失敗すると思いながら、この記事を書いていました。
いやープリントは成功ですが、記事のストーリーとしては失敗でしたね。
とにかく、Ender-3では推奨設定(レイヤー高さ0.15 mm)でオーバーハング角度25°までは難なくプリントできるという結果でした。
次回はプリント速度に関する実験を行なってみます。

ということで今回はこんな感じで。
コメント