印刷速度と造形の綺麗さの関係(予想)
今回は、Ender-3のプリント速度と造形の綺麗さの関係を見ていきます。
予想としては、プリント速度が速くすると造形の質が落ち、遅くすると綺麗に造形できると思います。
本当にそうなのか、確認していきたいと思います。
使うデータは前にレイヤー高さ(積層ピッチ)を確認したデータを使っていきましょう。
もしレイヤー高さ(積層ピッチ)の記事をまだ読まれていない方は、是非こちらも読んでみてください。
データ自体はこちらです。
ではUltimaker Curaでプリント速度をいじっていきましょう!
プリント速度に関する設定項目
まずはプリント速度に関する設定項目を見ていきましょう。
とりあえずデータを読み込みます。
そして右上の「プリント設定」を開きます。
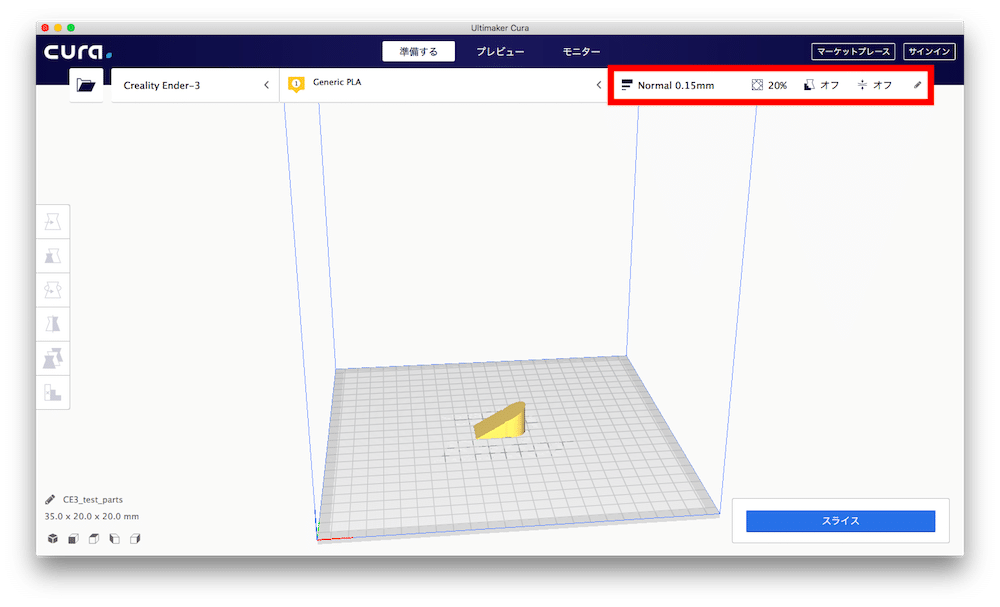
もし「推奨」設定になっている人がいたら、今回は「カスタム」をクリックして、カスタム設定に移ってください。
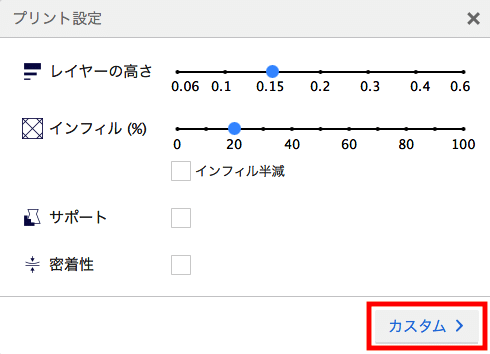
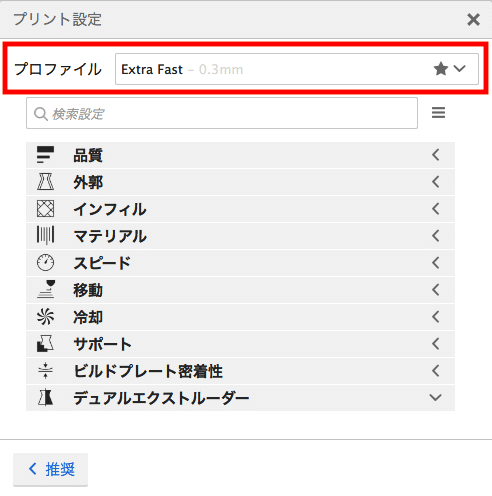
「カスタム」設定に移ったら、まずは基本となるプリント設定を読み込みます。
今回は造形の雑さを見たいので、そこそこ綺麗だけどちょっと雑にプリントするレイヤー高さ(積層ピッチ)である0.3 mmを選びます。
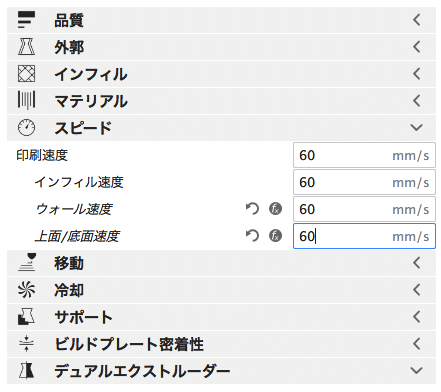
この状態で「スピード」の項目を見てみると、「印刷速度」が 60 mm/sになっています。
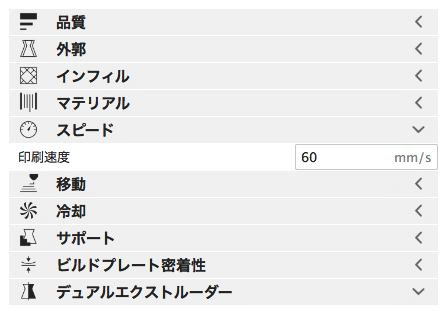
ちょっとこの項目だけでは物足りないので、項目を追加していきます。
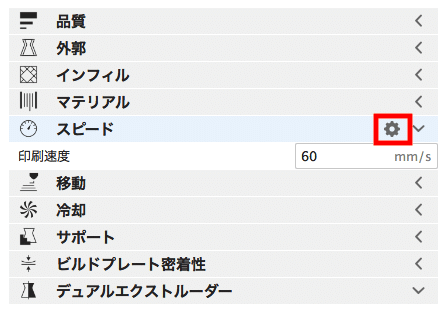
「スピード」のタグにマウスオーバーし、歯車のマークが出たら、クリックします。
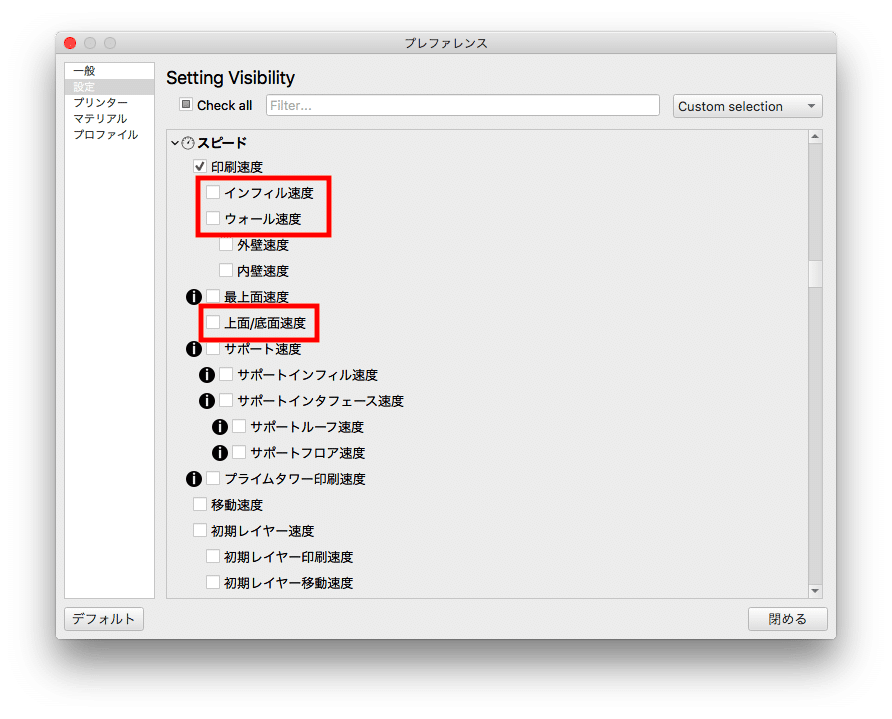
さらに詳細な項目が出てきますので、「インフィル速度」、「ウォール速度」、「上面/底面速度」にチェックを入れ、「閉める」をクリックします。
「インフィル速度」は構造内部の支えとなる構造のプリント速度、
「ウォール速度」は構造の側面のプリント速度、
「上面/底面速度」は構造の上面と下面のプリント速度 になります。
設定項目に追加されました。
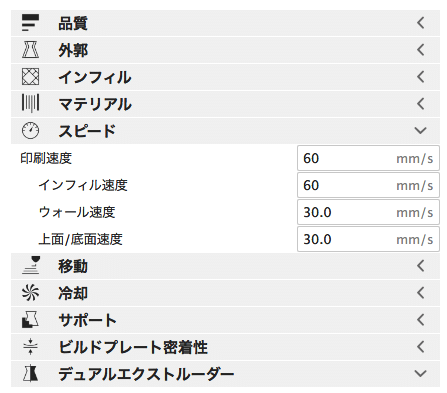
全体の「印刷速度」は60 mm/sですが、ウォールや上面、底面など、人の目につくところは印刷速度を下げて綺麗にプリントする設定になっています。
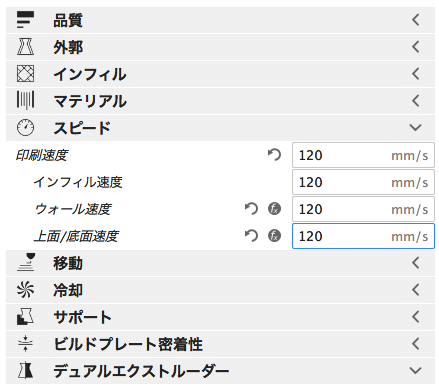
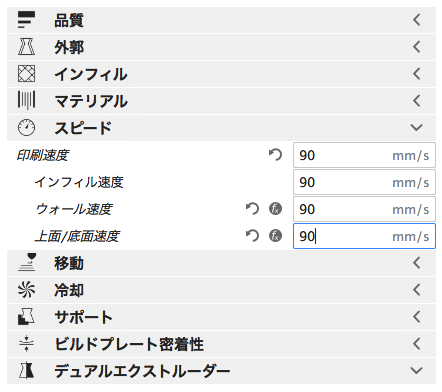
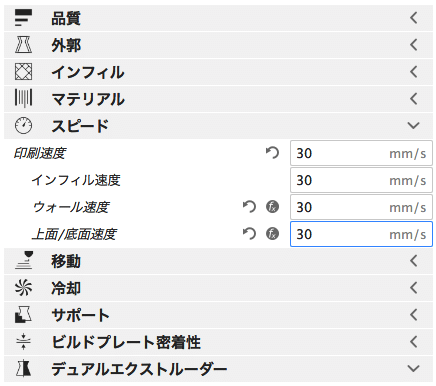
今回はプリント速度による質を比較してみたいため、あえて全部一定の値を使うことにします。
ちなみに「インフィル密度」は20%、「インフィルパターン」はグリッドに設定しました。

この設定を基準として、プリント速度を変化させ、どんな造形ができるのかチェックしていきましょう。
プリント速度の設定
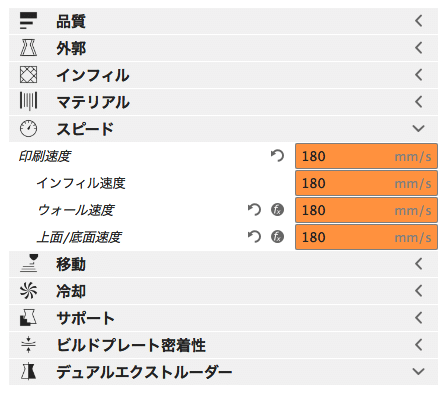
今回はスペック上の最高速度である180 mm/sから30 mm/sずつ落として、30 mm/sまでプリントしてみましょう。
180 mm/sの時は項目が橙になっています。
この場合は、他の値との整合性が取れていないか、スペックを超えているかで失敗する可能性が高いことを示しています。
とりあえず今回はこのままスライスします。
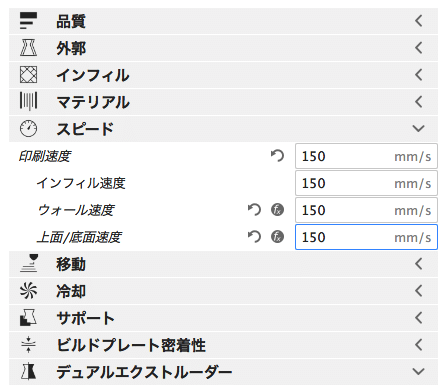
150 mm/sでは、項目が橙にならずに、ちゃんとプリントできそうです。
120 mm/s。
90 mm/s。
60 mm/s。
30 mm/s。
プリントしているものは同じなので、フィラメントの重量は変わりませんね。
ただ驚きなのは、プリント時間もほとんど変わらないことでした。
一番遅い30 mm/sだけ19分と他よりもちょっと遅くなっていますが、それまでは15分か16分とほぼ変わらないプリント時間でした。
ではプリントした結果を見てみましょう。
プリント結果(外側)
プリントが終了したので、まずは外側から見ていきましょう。
まずは斜面です。
左から180 mm/s、150 mm/s、120 mm/s、90 mm/s、60 mm/s、30mm/sです。
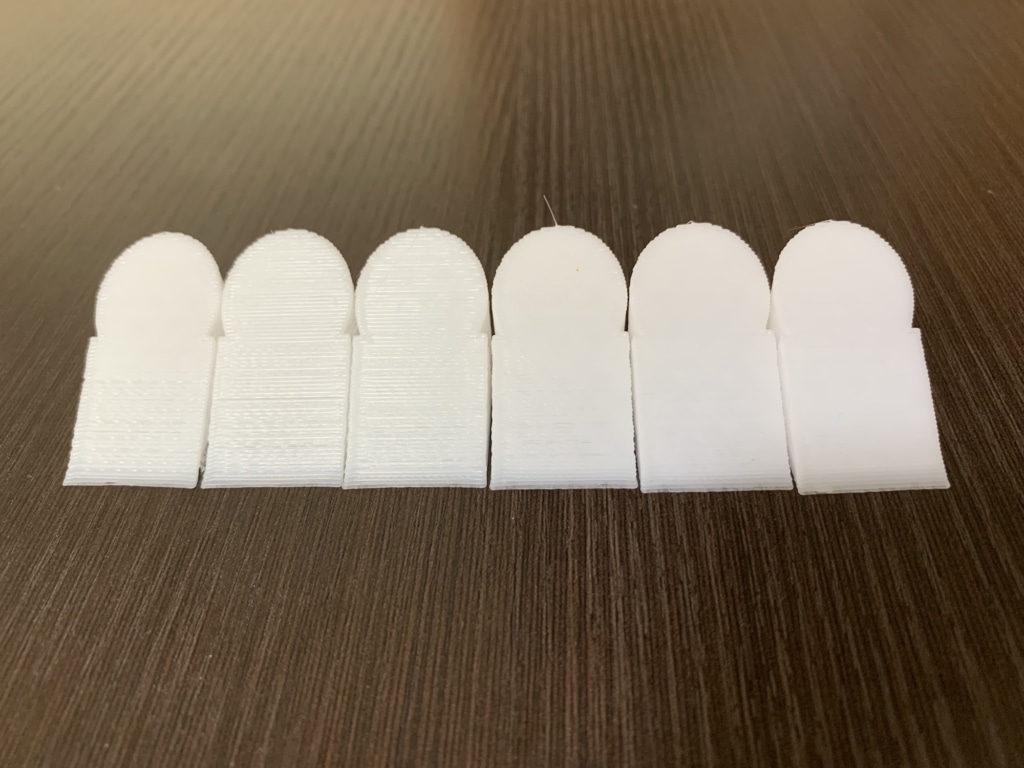
全体的に思ったよりも綺麗にプリントできていることに驚きました。
もう少し細かく表面を見てみましょう。
180 mm/s
150 mm/s
120 mm/s
90 mm/s
60 mm/s

30 mm/s

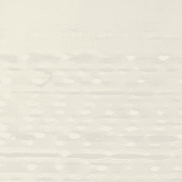
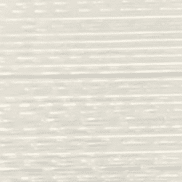
写真の腕が悪いので、分かりにくいですが、目で見たところ、やはり30 mm/sが一番綺麗に見えます。
速度が上がるほど、フィラメントがダマになっているところや、細くなったり、太くなったりしているところが増えます。
側面はこんな感じ。
左から180 mm/s、150 mm/s、120 mm/s、90 mm/s、60 mm/s、30mm/sです。
どの速度でも線が抜けたようになっているところがあり、速度が速くなるにつれてその箇所が増えているようにみえます。
ただ、側面に関してはそこまで違いは見えませんでした。
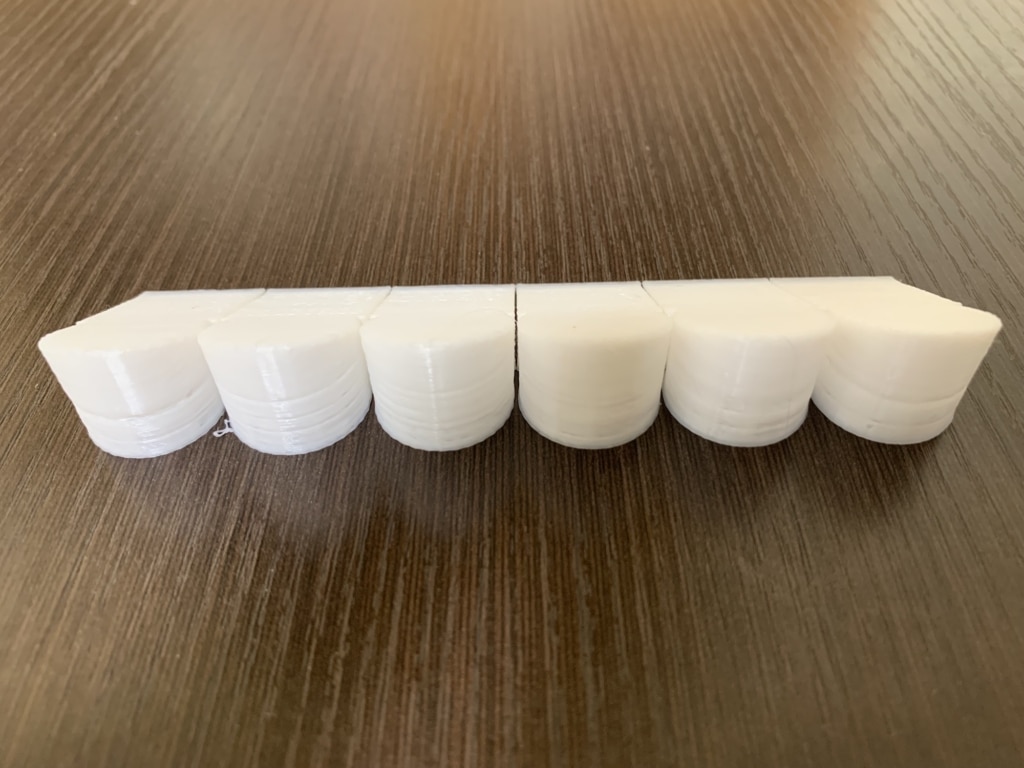
次に底面。
左から180 mm/s、150 mm/s、120 mm/s、90 mm/s、60 mm/s、30mm/sです。

ここが一番大きな差が見えています。
プリント速度が速くなるにつれて、明確に造形に失敗しているところが増えます。
ビルドプレートを60℃に熱しているため、プリント速度が速くなると、フィラメントが固まる前に次のフィラメントが来て引っ張ってしまうのだと考えられます。
プリント結果(内側)
今回はインフィルのプリント速度も変えているので、内部も確認してみましょう。
割るのはなかなか大変ですが、ハサミでむりやり割ってみました。
これも左から180 mm/s、150 mm/s、120 mm/s、90 mm/s、60 mm/s、30mm/sです。

やはり写真の腕が悪いので分かりにくいですが、プリント速度が速い方が、インフィルもダマができて、スカスカしている感じがします。
確かに内部はあまり気になるところではないのですが、インフィルは外面の支持構造となっているので、インフィルが乱れると外側も乱れやすいです。
ものすごく綺麗にインフィルを積層する必要はありませんが、ある程度インフィルが綺麗になる条件でプリントした方が全体の造形の質は向上するのではないでしょうか。
今回の結果としては、やはり速度は遅くした方が綺麗に造形できるということになるでしょう。
次回はサポートに関して解説していきたいと思います。

ということで今回はこんな感じで。
コメント