造形の質に大きく影響するサポート
前にUltimaker Curaのサポートを検討した際、やはりサポートを使うと、サポートを剥がした面が汚くなってしまうと言うことを解説しました。

ただこのサポート。スライサーによって形状が大きく変わります。
つまりサポートを外した際の造形の綺麗さも大きく違うということ。
せっかくSlic3rも導入したことですし、一体どちらが綺麗にサポートをはがすことができるのか、試してみたくなると言うのが、3Dプリンタ使いというものです。
ということで試してみましょう。
今回用いるデータは、Ultimaker Curaを使って、Ender-3のサポート性能を検討したこのデータを用います。
例によってファイルのダウンロードはご自由に。
Ultimaker Curaのスライシング設定
まずは先に導入したということで、Ultimaker Curaで印刷条件の設定をしていきましょう。
Ultimaker Curaを起動し、データを読み込みます。
プリント設定を「カスタム」に変え、プロファイルを「Standard Quality -0.2mm」にします。
そして重要なのがサポート。
今回はサポート開始にチェックをいれ、サポート配置は「ビルドプレートに…」を選択。
そしてオーバーハング角度は「30°」としておきます。

これでスライスしてみます。

1時間23分とでました。
思ったよりも長いなと思い、前にサポートを検討した時のデータと見比べてみます。

やはり前のデータでは54分と30分も短いです。
実は前回と今回の間にUltimaker Curaのアップデートがあり、もしかしたらサポートもアップデートされている可能性があります。
ちょっとプレビューを確認してみましょう。
まずは今回のスライス結果から。
次に前回のスライス結果。
見え方自体も変わっていますね。
この表示の差もアップデートの影響なのでしょう。
そしてサポートに注目してみても、ぱっと見は大きな変化をしていないように思えます。
とりあえずこれはこれでプリントしてみましょう。
Slic3rのスライシング設定
次に同じデータをSlic3rでスライスしていきます。
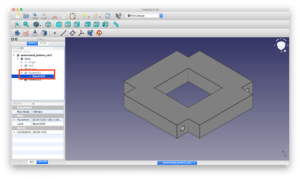
とりあえずSlic3rを起動し、データを読み込みます。
そして「Print settings」の右端にある歯車マークをクリック。
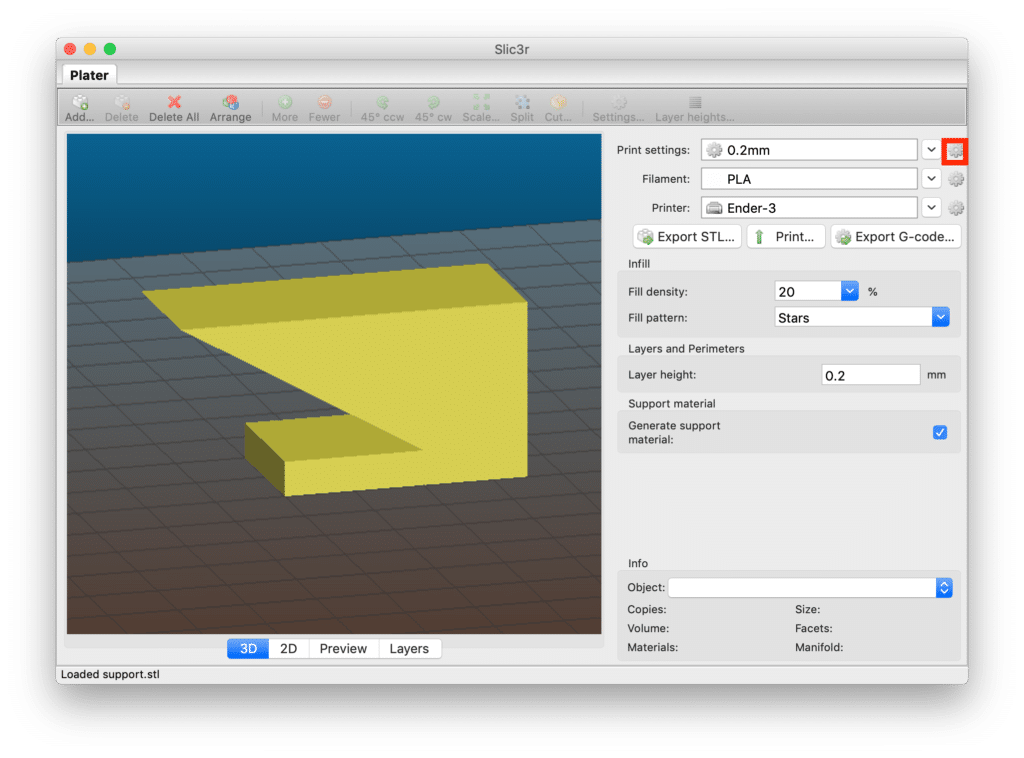
すると「Print Settings」が表示されるので、左のウインドウの「Support material」をクリックします。
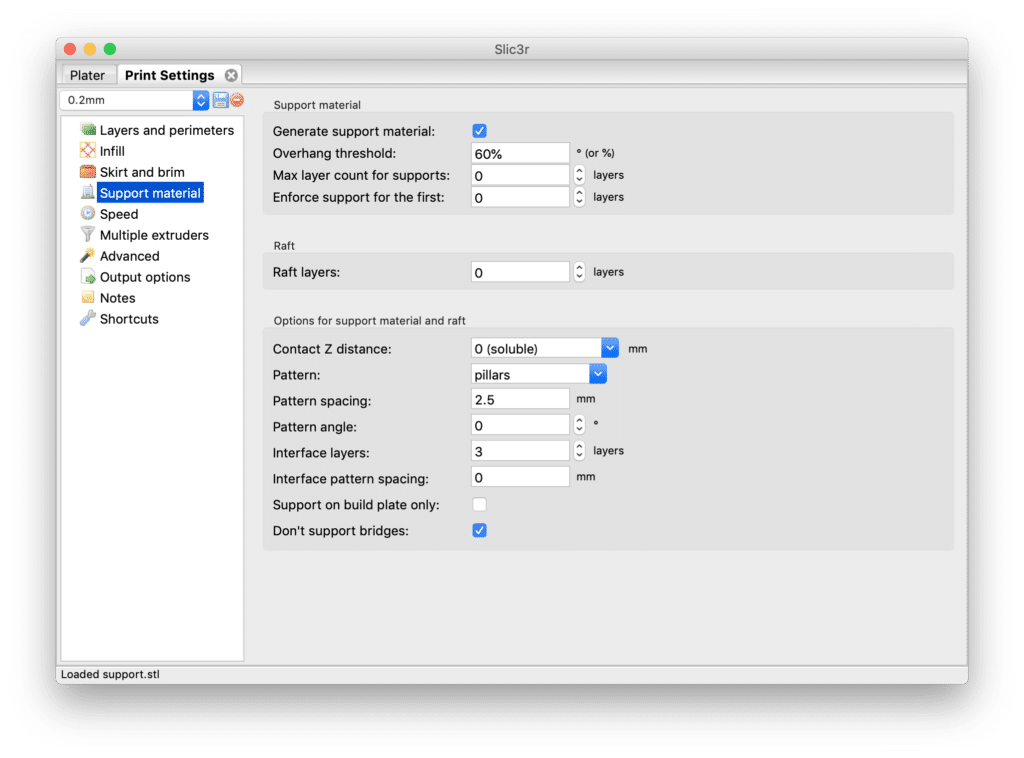
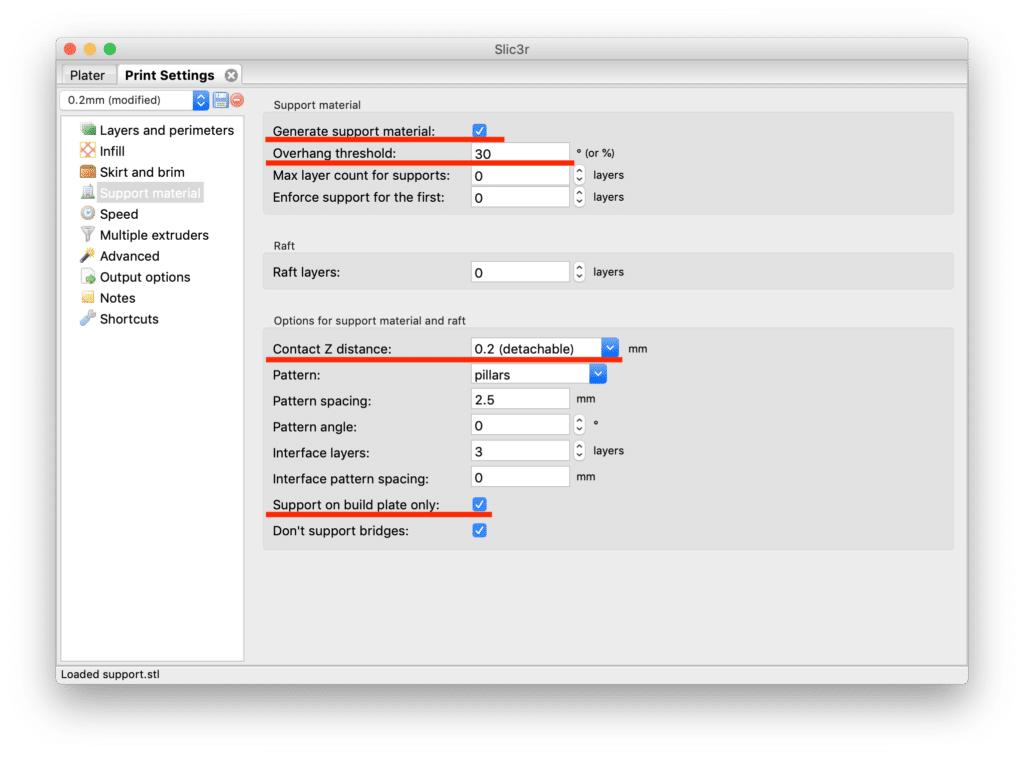
そして以下の項目を変更します。
General support material: チェックを入れる
Overhang threshold: 30
Contact Z distance: 0.2(detachable)
Support on build plate only: チェックを入れる
設定が終わったら、左上の「Plater」から、初期画面に戻ります。
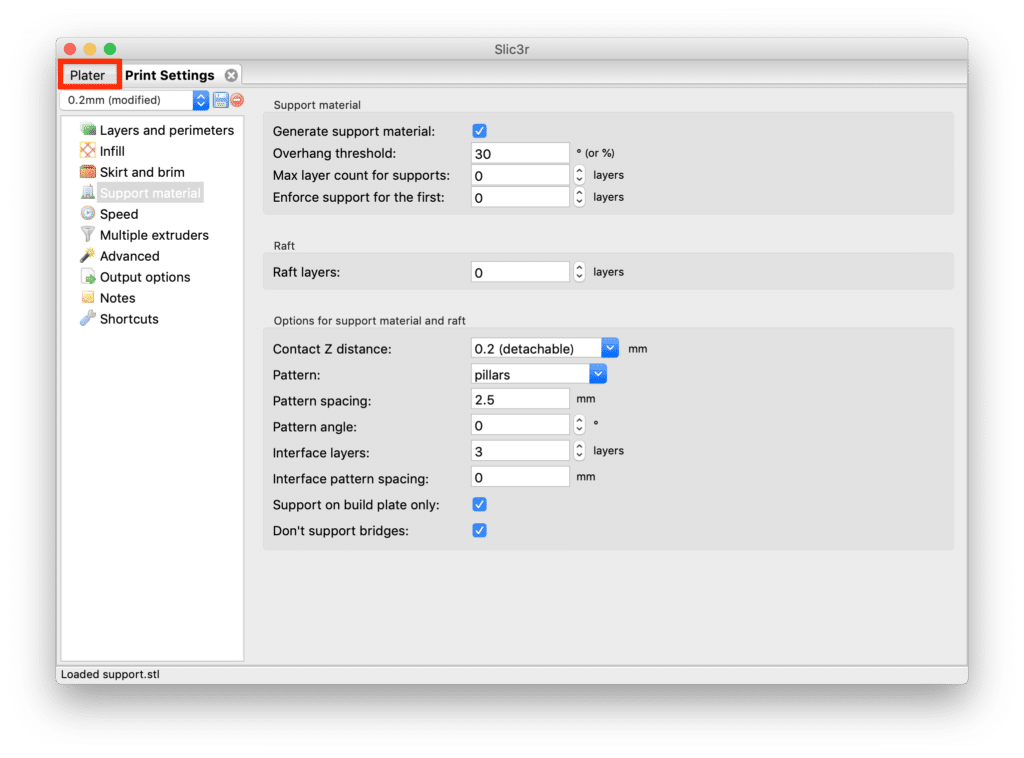
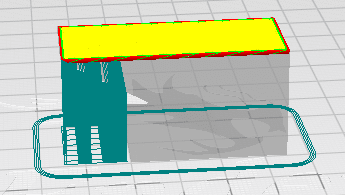
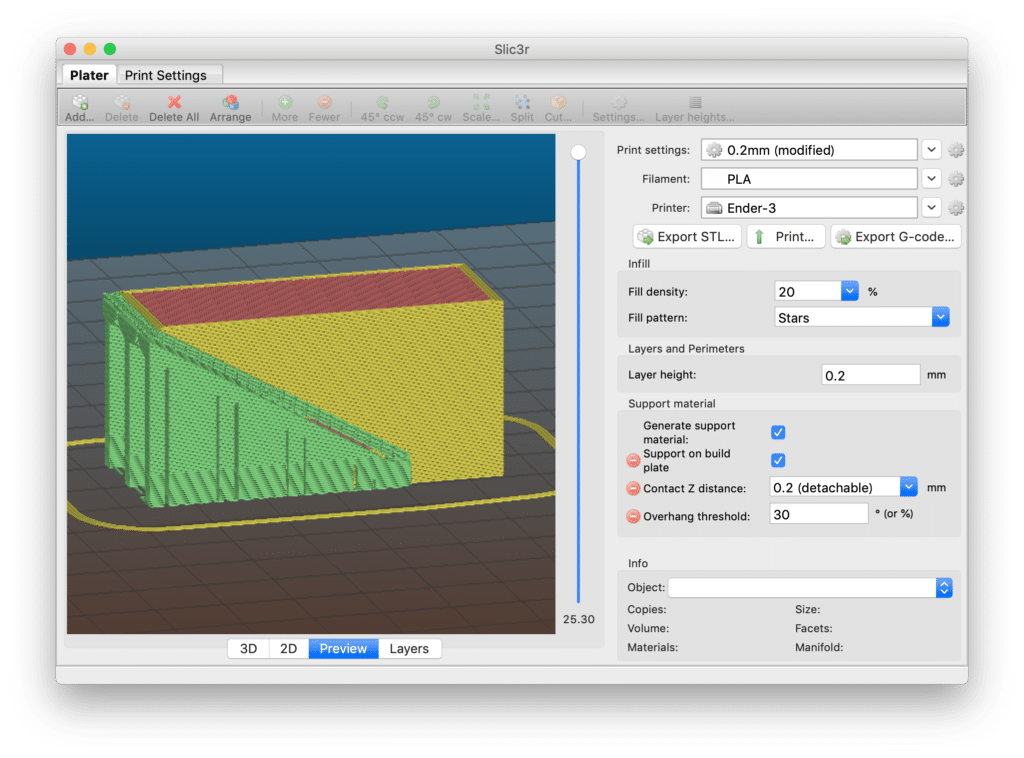
そして「Preview」をクリックし、どのように印刷されるか確認してみます。
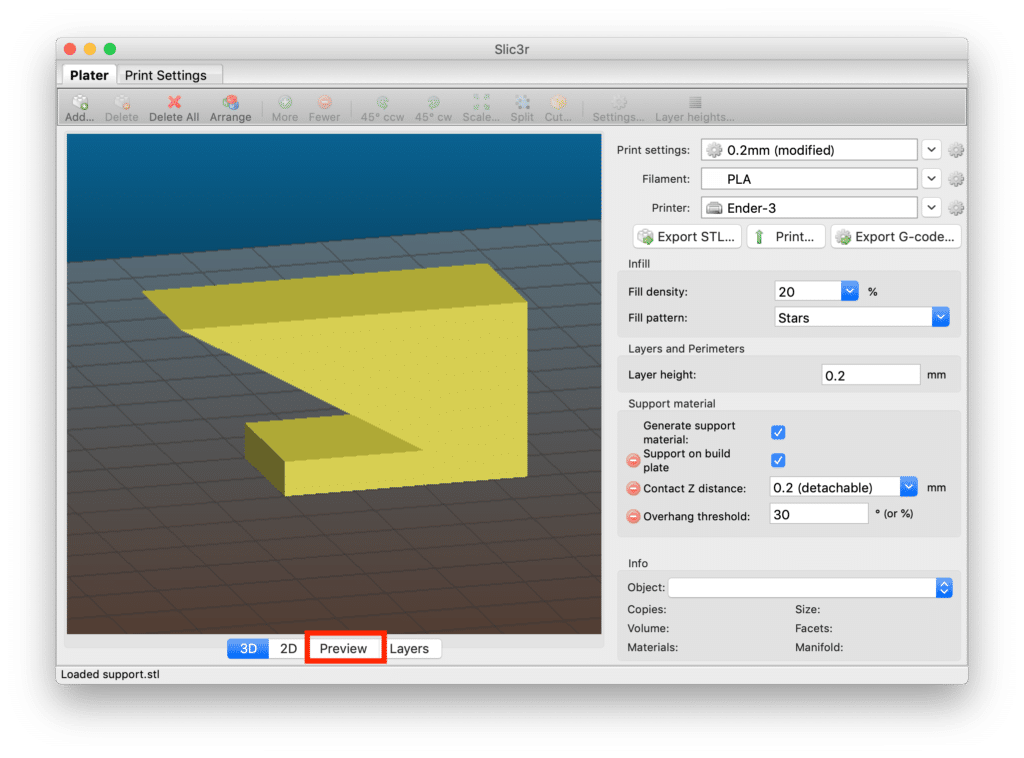
すると思っていたのとは違う感じでサポートが形成されています。
ビルドプレートからサポートが形成できる所のみ作って欲しいのですが、構造物の足の所からもサポートが出ています。
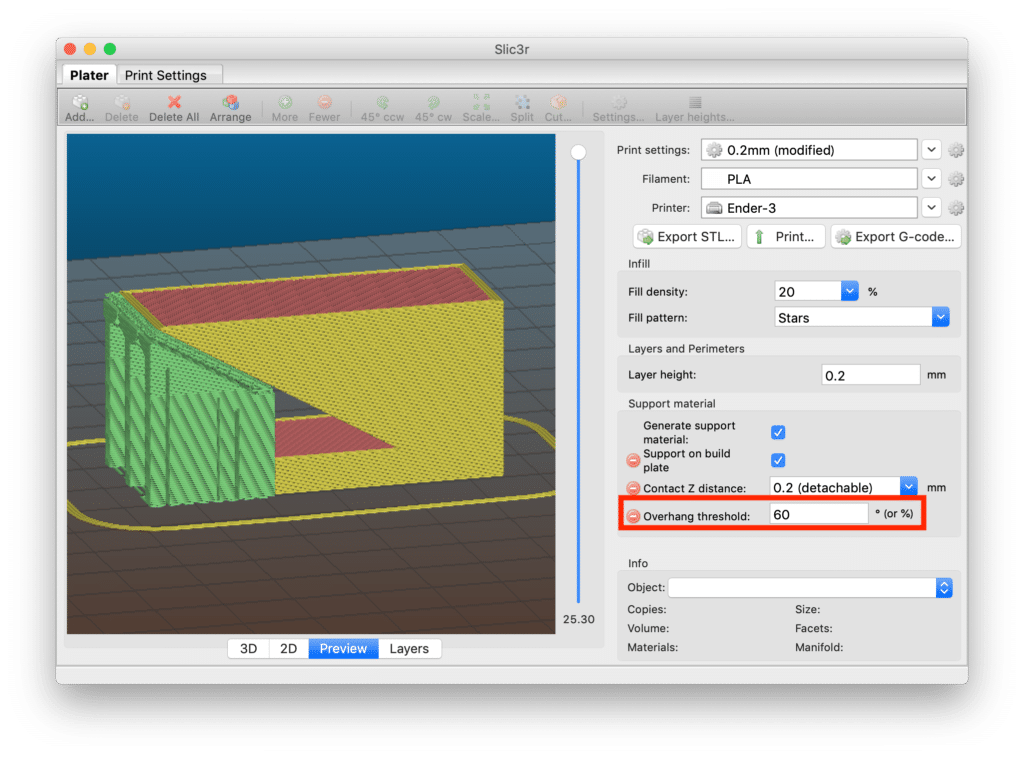
Overhang thresholdを「60」にした所、Ultimaker Curaで設定したようにプリントしてくれるようです。
これで「Export G-code」をクリックして、G-code形式で出力します。
スライスの結果としてはこんな感じです。
Ultimaker Curaと比較できるのはフィラメントの長さ。
Ultimaker Curaでは3.91 mであるのに対し、Slic3rでは4.35 m (435.50 cm)となっています。
Slic3rのが少し長めに使うと言う結果になりましたが、それはサポートの形状によるものなのでしょうか?
では実際にプリントしてみて、違いを見ていきましょう。
まずはサポートを剥がさず全体を観察
ということでプリントしてみました。
まずはサポートを剥がさず、全体を眺めてみます。
左がUltimaker Curaでスライスしたもの、右がSlic3rでスライスしたものです。
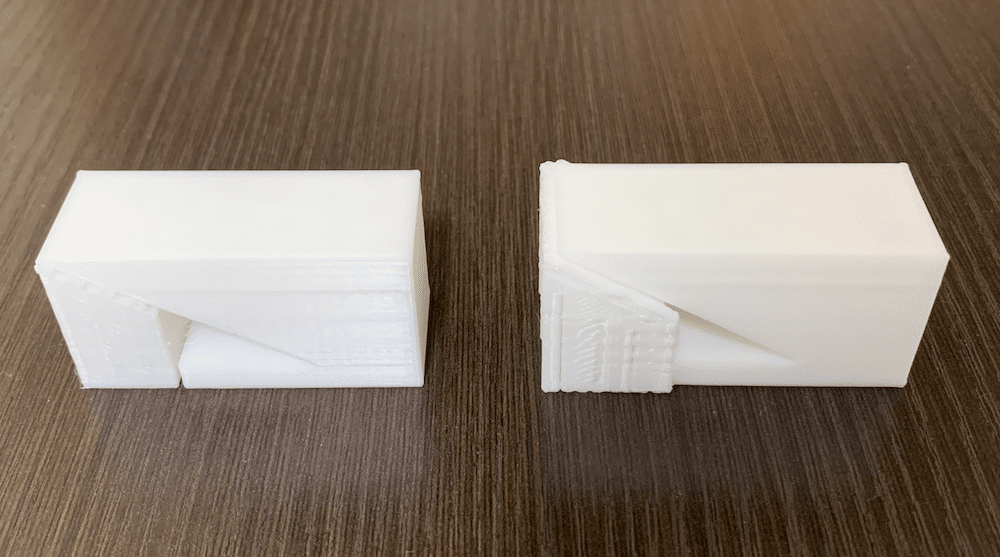
どちらも全体的に綺麗に造形できています。
サポート部はどうせ剥がすので、綺麗さはどうでもいいですが、Ultimaker Curaでスライスした方が綺麗ですね。
上から見てみます。
これも左がUltimaker Curaでスライスしたもの、右がSlic3rでスライスしたものです。
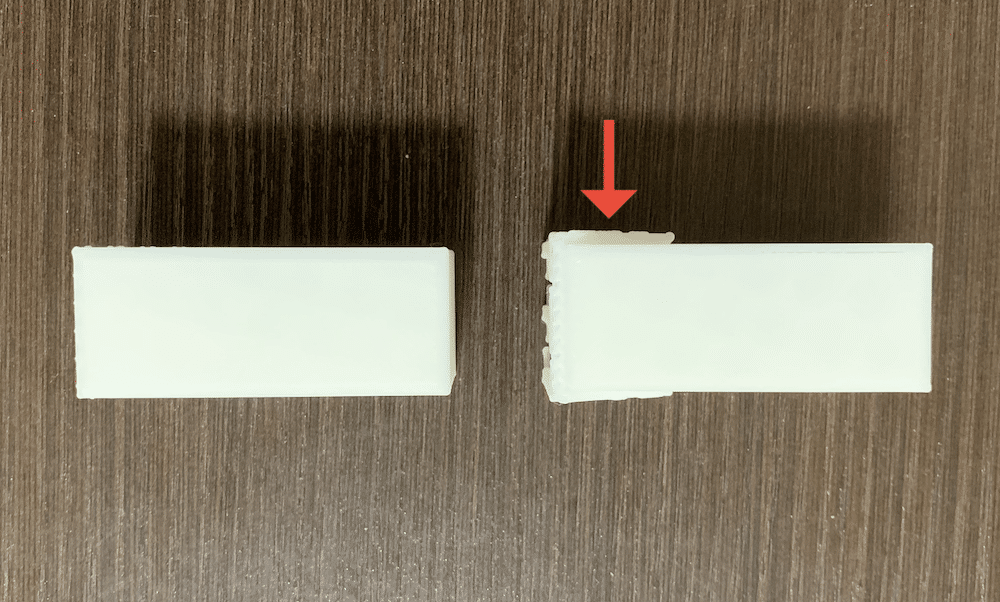
注目すべきは赤矢印の部分。
実はSlic3rでスライスしたものは造形物よりも少し大きめにサポートが組まれているのです。
これが剥がした時にどう言う影響を与えるのか、しっかりサポートができていてより綺麗になるのか、それとも余計なサポートで剥がした部分が汚くなるのか楽しみです。
サポート部を正面から見てみます。
これも左がCura、右がSlic3rです。
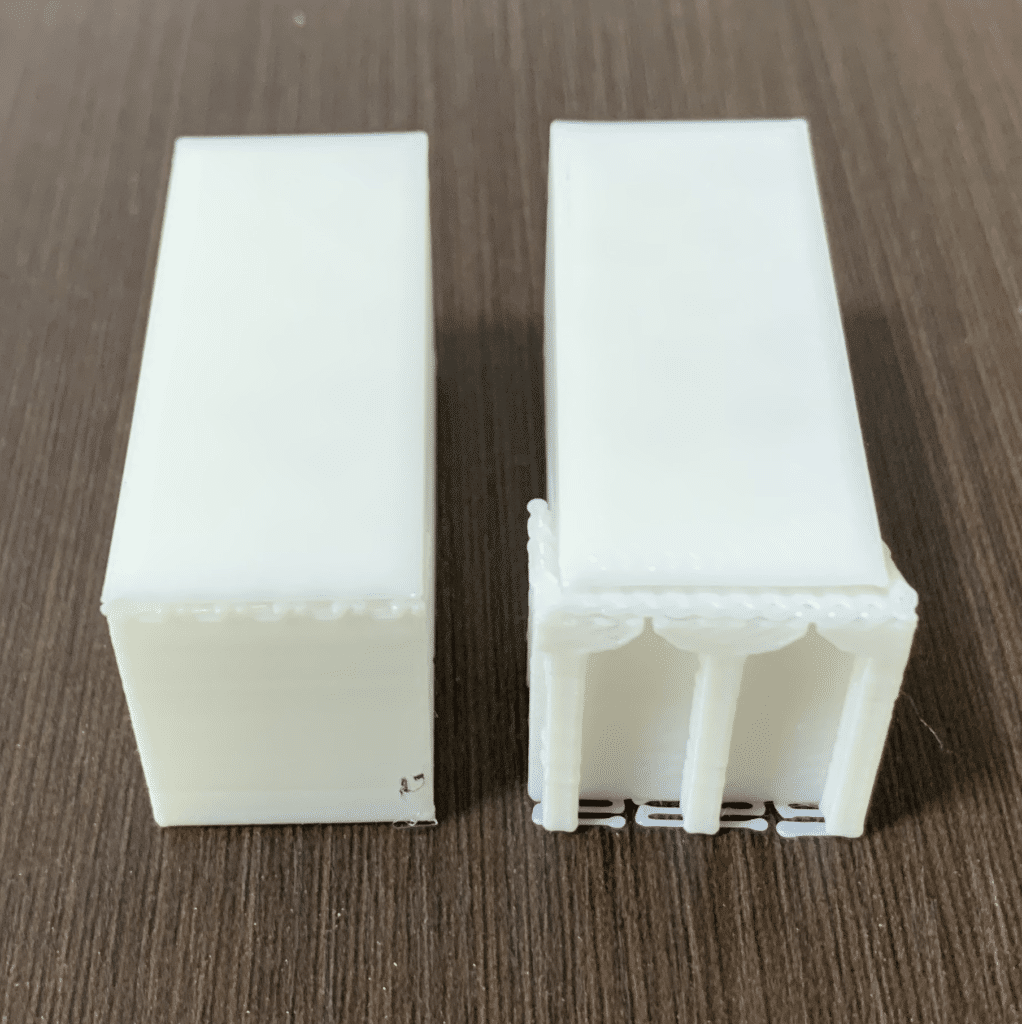
これはサポートの形状によるので、なんとも言えませんが、Slic3rの方がフィラメントは節約できそうな気がします。
しかしスライス結果ではSlic3rの方が使用フィラメントは多いと言う結果になっています。
もちろんサポートの形状によるというのもあるのでしょうが、造形物よりも少し大きめにサポートを形成するというのがフィラメント量を多くする要因なのかなと思います。
サポートを剥がし、観察してみる
それではそろそろサポートを剥がしてみましょう。
前回、サポートの検討をした時、サポートを剥がすのは結構苦労したので覚悟していたのですが、今回はUltimaker Curaでスライスしたものも、Slic3rでスライスしたものも少し力を入れてひねるとあっさりと剥がれました。
それがこんな感じ。
左がCuraの造形物、Curaのサポート部、Slic3rの造形物、Slic3rのサポート部です。
サポート面が見えやすいよう上下逆にしています。
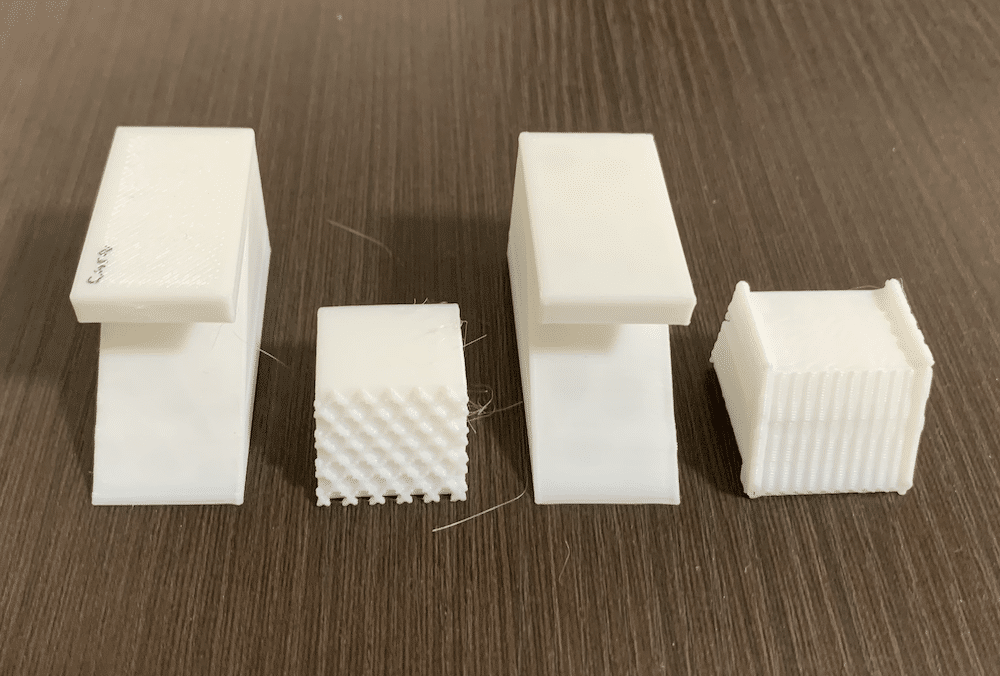
剥がしてみて驚いたのは、前回と全然違い、サポート部がものすごく綺麗なこと。
サポートを使わずにプリントしたのに匹敵するくらい綺麗です。
前回のサポートを剥がした後というのはこんな感じでした。

この時は顕微鏡がなかったので、ちょっと見えづらいですがご勘弁を。
今回のサポート面は顕微鏡で見てみましょう。
まずはUltimaker Curaの造形物のサポート面。

驚くほど綺麗です。
うっすらとサポートとの接点(ひし形に見えるところ)が見えますが、前とは段違いに綺麗になっています。
次にUltimaker Curaでスライスしたサポート部のサポート面。
サポート部にこのようにひし形に、でも点で造形物と接触するようにサポートが組まれていました。
前回はこのような構造がなく、直接サポートと造形物が線でつながっていたため、剥がすのに苦労し、さらに剥がした面が汚くなってしまったわけです。
これも実はアップデートされたということなのでしょう。
そしてこのように複雑な形状になったため、時間が延びたのではないかと考えられます。
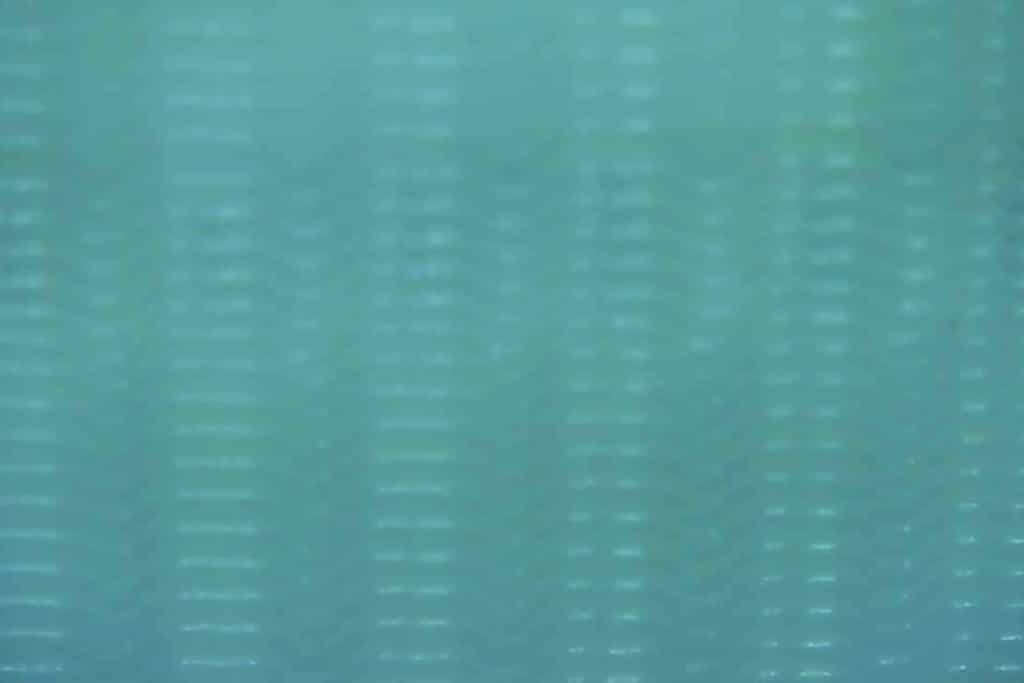
次にSlicerの造形物、サポートとの接触面です。

いやいや、サポート使ったってわからないほど、綺麗にプリントできています。
サポート面の綺麗さに関しては、Ultimaker Curaもかなり綺麗になりましたが、Slic3rに軍配が上がります。
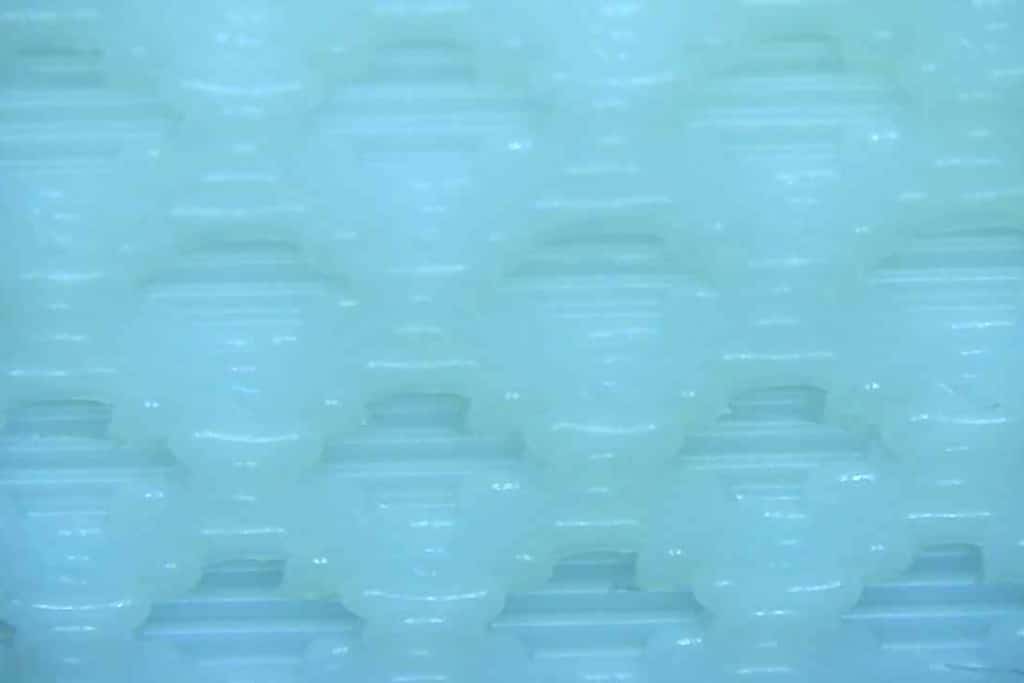
次にSlic3rでスライスしたサポート部のサポート面を見てみます。
Ultimaker Curaとは異なり、波打つようにプリントされています。
しかも芸が細かいことにこのサポート面、サポートの土台とは離れて波打つようにプリントされているのです。
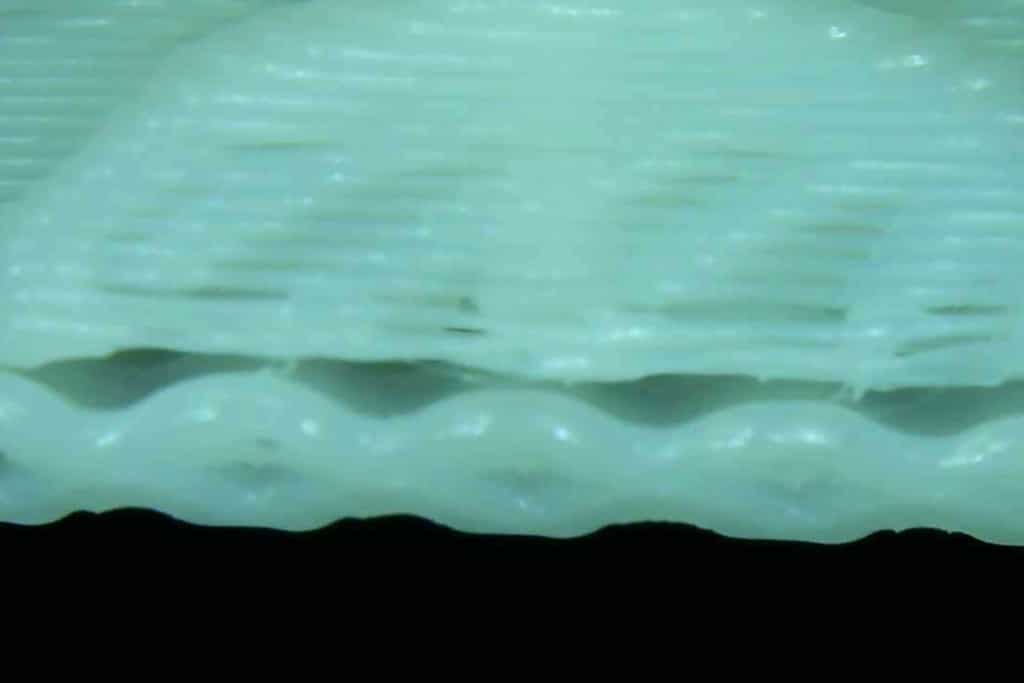
考えつく理由としては、サポートの土台と接触しないことで空気にさらされることで温度が下がり、造形物の層をプリントする時にくっつきにくくなるのではないかと考えられます。
正直、今回の検討は思いつきでやったのですが、やってよかったです。
今までサポート = 造形が汚くなる というイメージしかなかったのですが、いい意味で大きく打ち破られました。
サポートを使っても、サポートをしないものと同じレベルまで造形物が綺麗になるというのは、本当に驚きです。
ただこれはトレードオフになってしまうと思うのですが、やはりサポートを形成するだけあって、時間はどうしても大きく延びてしまいます。
このトレードオフの問題がどう解消されていくのか、また技術の進歩を楽しみにしたいと思います。
とりあえず今回はこんな感じで。
おまけ
気づいた人もいるかもしれませんが、実はSlic3rではサポートの形状も選べるんです。
「Print Settings」の「Support material」にある「Pattern」がそれに当たります。
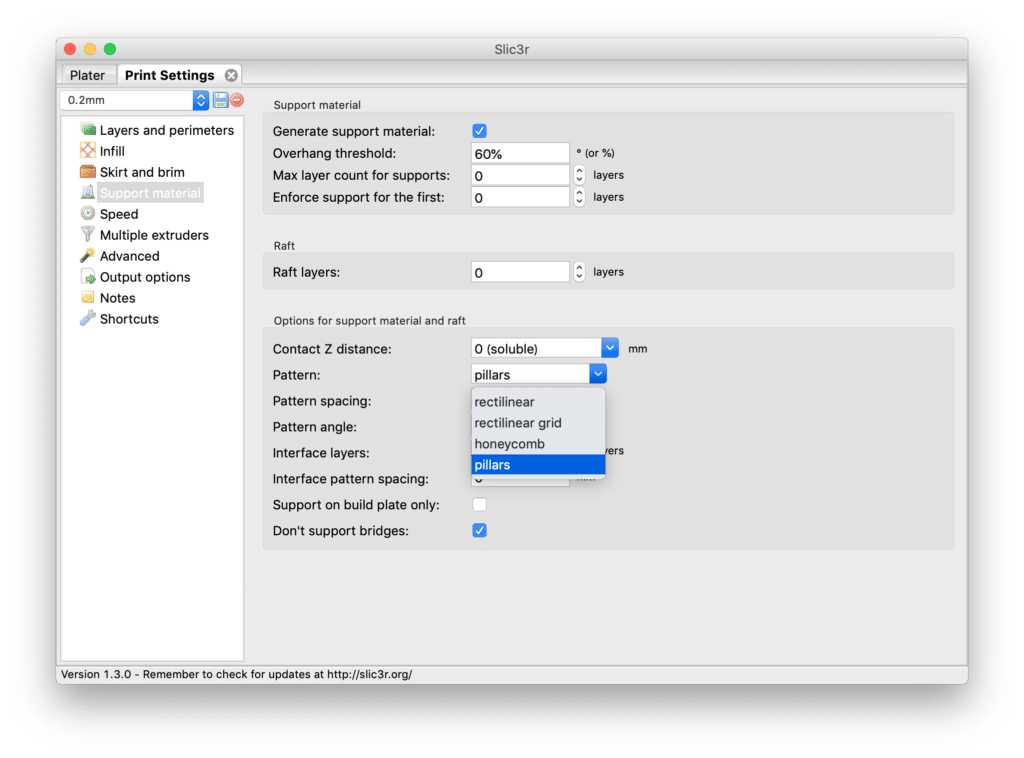
「rectilinear」「rectilinear grid」「honeycomb」「pillars」の4種類があるようなので、またこちらも試してみたいものですね。
次回はGreen Farm Cubeのウォータースタンドをデザインからやり直してみたので、解説していきます。
ということで今回はこんな感じで。
コメント