プリント設定
前回、Slic3rのフィラメント設定を行いました。
今回はプリント設定をしていきましょう。
Slic3rを起動します。
「Print settings」の行の右側にある歯車マークをクリック。

プリント設定の画面が開きます。
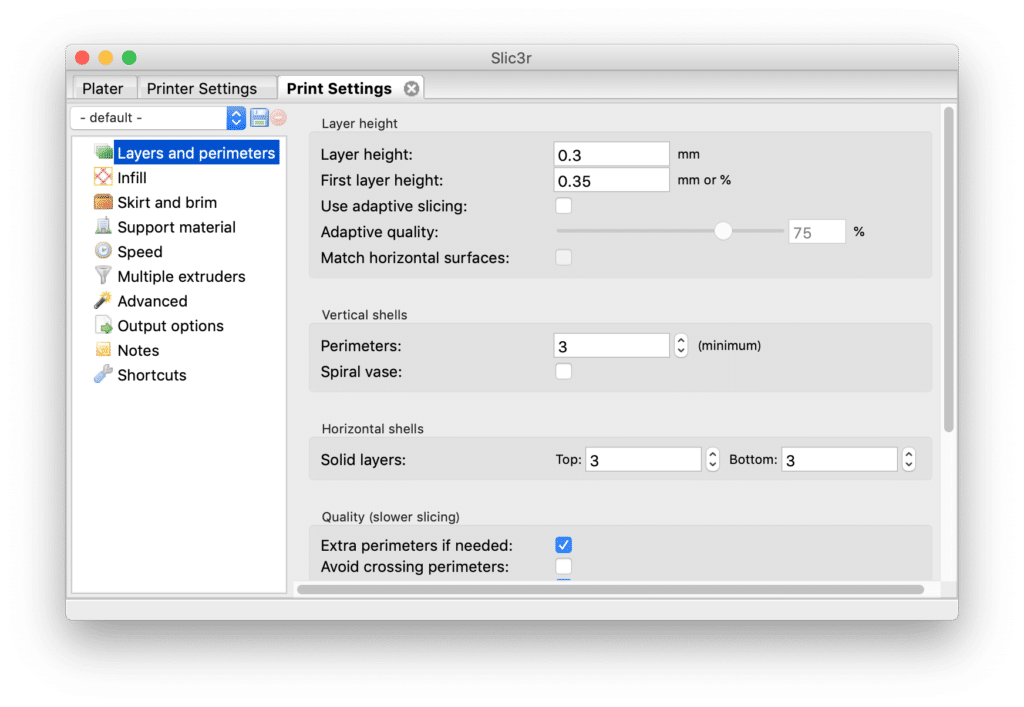
今回は結構設定項目が多いので、数回に分けて解説していきます。
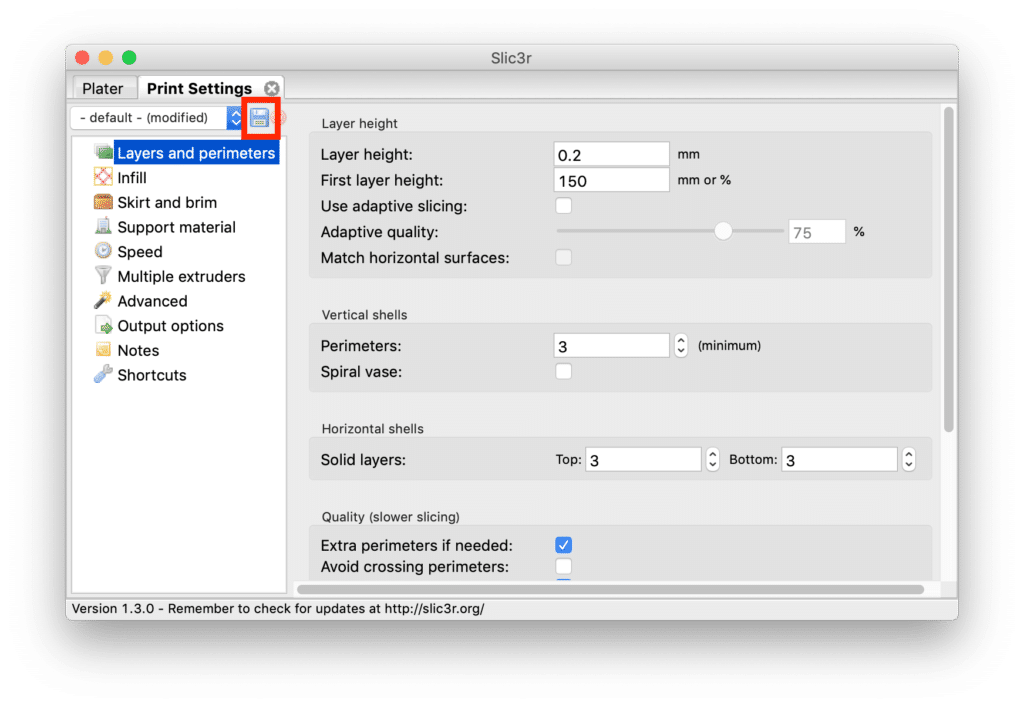
Layers and perimeters – Layer height
まずは左側のウインドウの「Layers and perimeters」の「Layer height」です。
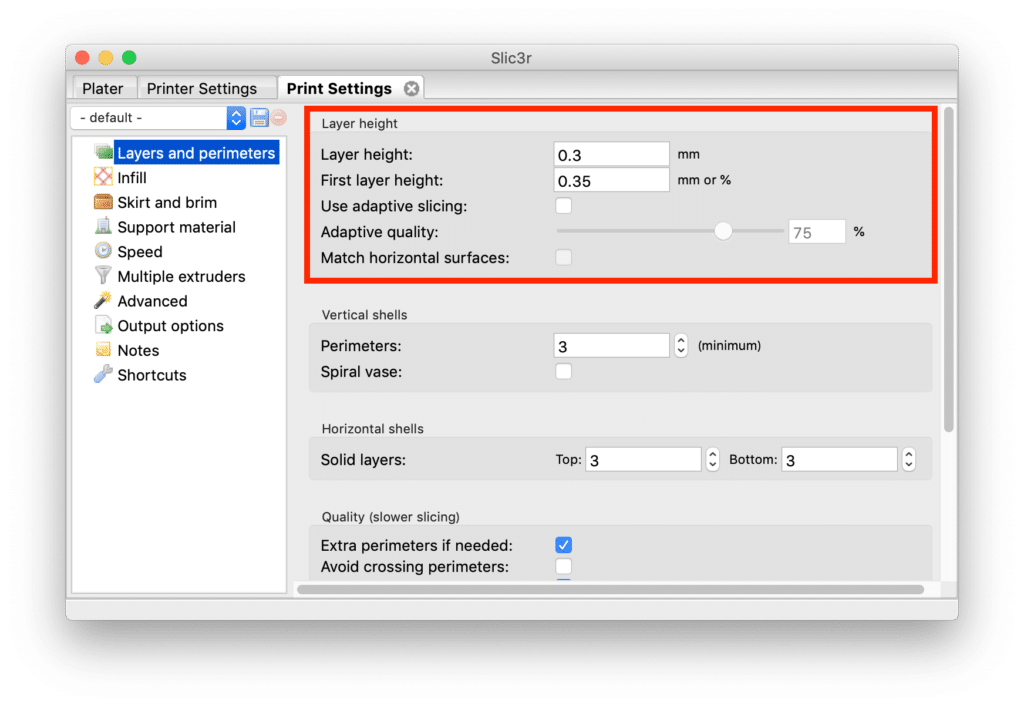
ここはレイヤーの高さ、つまり積層ピッチを設定する項目です。
「Layer height」はレイヤーの高さなので、とりあえずそこそこの精度と速度が出せる「0.2」mmとしておきます。
「First layer height」は一層目のレイヤーの高さです。
マウスオーバーして説明を見てみます。

先ほどの「Layer height」を小さい値にすると、ビルドプレートとの接着性や耐久性が落ちてしまうため、最初の層はちょっと厚めにプリントするといいよということです。
「Layer height」に対する比率でも絶対値でも設定できるようです。
そのうちに「Layer height」を色々変えてプリントすることになるので、とりあえず比率で「150%」としましょう。
(注:%の時は数値だけでなく、%も入力する必要があるようです 例:150%)
「Use adaptive slicing」はよく分からないのでマウスオーバーして説明を見てみます。
どうやら構造から自動でレイヤー高さ(積層ピッチ)を決めてくれる機能らしいです。
今の所はチェックせずにおいておいて、また今度試してみましょう。
「Adaptive quality」は、「Use adaptive slicing」の設定項目みたいです。
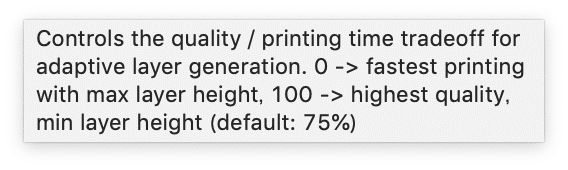
造形の質とプリント時間の比率で表す値のようで、0に近く程、質は落ちるが速くプリントでき、100に近く程、質が高く、でもプリント時間はかかるようです。
これはちょっと楽しみな機能ですね。
「Match horizontal surfaces」は良くわかりませんので、マウスオーバーして説明を見ます。
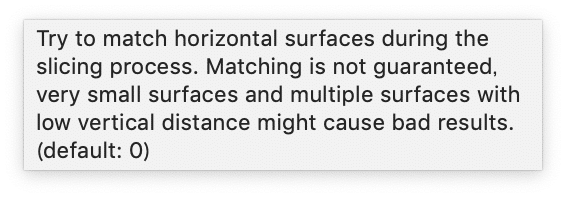
ビルドプレートがデコボコしていたり、傾いたりしている場合、それを補正してくれる機能なのでしょうか?
説明を読んでも分からないので、チェックを入れずに、そのままにしておきます。
Layers and perimeters – Vertical shells
「Vertical shells」に移ります。
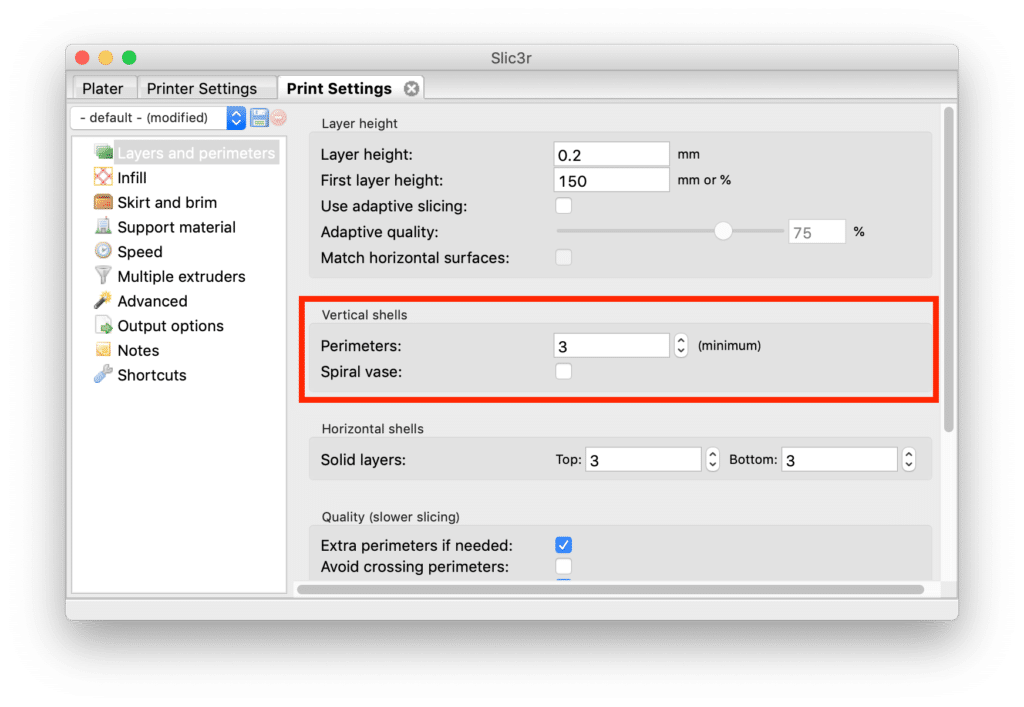
「Perimeters」は壁の厚さのことです。
デフォルトは「3」ですが、これは3層のフィラメントで壁を作るということです。
とりあえずデフォルトの「3」のままにしておき、必要に応じて変更しましょう。
「Spiral vase」は、中と上面をプリントせず、花瓶のような構造を作るときに用います。
この場合は、インフィルも無視されます。
Layers and perimeters – Horizontal shells
次は「Horizontal shells」です。
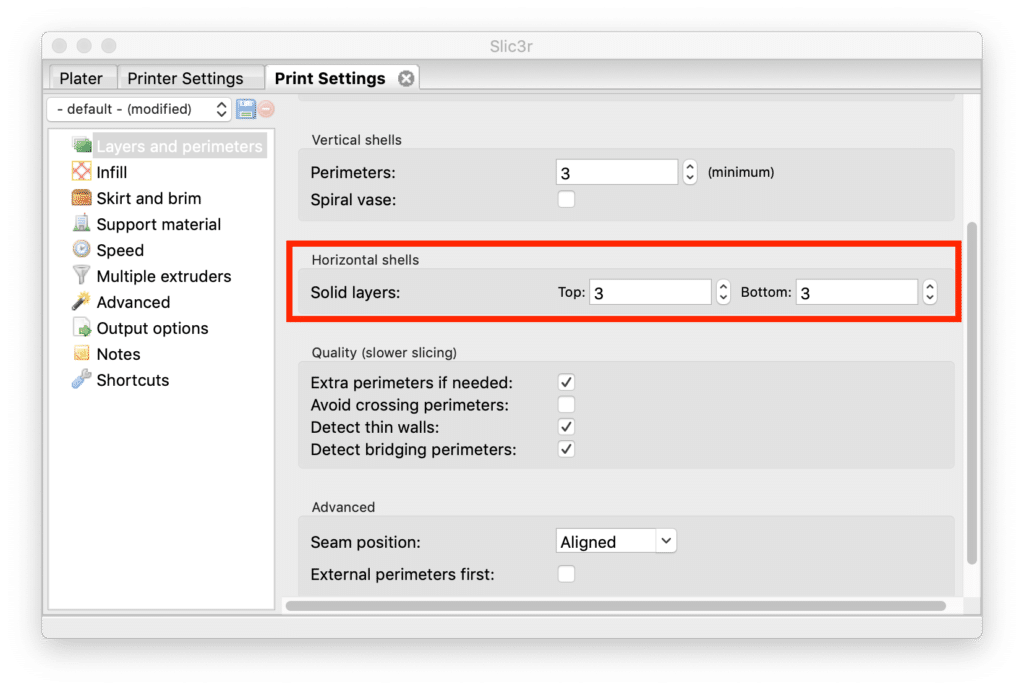
こちらでは「Sold layers」という項目があり、「Top」と「Bottom」があります。
上面、下面に何層プリントするかという項目でしょう。
これらも必要に応じて変更するので、デフォルトの「3」としておきます。
Layers and perimeters – Quality (slower slicing)
次は「Quality (slower slicing)」です。
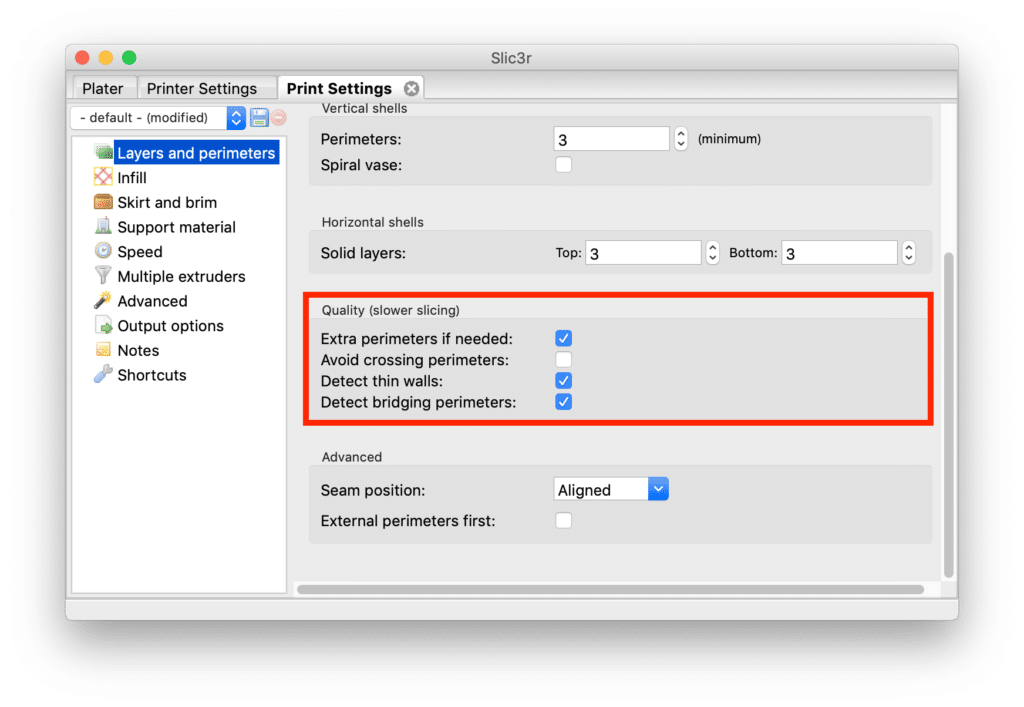
Quality (slower slicing)と括弧書きで書かれているのは、この項目を設定するとスライスの計算に時間がかかるよということなのでしょう。
あまりにスライシングに時間がかかるようならオフにすることも考えるのもいいかもしれません。
とりあえず項目を見ていきます。
「Extra perimeters if needed」は、先ほどの「Vertical shells」の「Perimeters」 で設定した値が十分でないとき、自動でperimeter(要するに壁の厚さ)を増やしてくれる機能のようです。
とりあえずチェックを入れたままにしておきます。
「Avoid crossing perimeters」はノズルの移動をできるだけ壁の上を通らないに最適化してくれる機能のようです。
デフォルトはOFFなので、そのままにしておきます。
「Detect thin walls」は壁が一層のみにならないように検知する機能のようです。
先ほどの「Extra perimeters if needed」はあくまでもZ軸方向の壁だけで、こちらはXY平面方向の壁も含むということなのか、それとも検出するだけなのか不明です。
とりあえずデフォルトのまま、ONにしておきます。
「Detect bridging perimeters」は、まだ実験的な機能で、オーバーハングを綺麗にプリントするためのフィラメントの押し出し速度を適正化する機能のようです。
こちらもデフォルトのままONにしておきます。
Layers and perimeters – Advanced
次は「Advanced」です。

追加項目のようなので、デフォルトのままでも良さそうですが、ちょっと見てみましょう。
「Seam position」はperimeter、つまりZ軸方向の壁をプリントするとき、フィラメント位置をどこからプリントするかという項目です。
「Random」「Nearest」「Aligned」「Rear」の4種類があります。
これを変えることで、プリントの質がどう変わるのか、また今度試してみましょう。
とりえずはデフォルトの「Aligned」にしておきます。
「External perimeters first」は、Z軸方向の壁をプリントする際、外側の壁からプリントしていくかどうかという項目です。
特に気にしないので、OFFのままにしておきます。
結構、色々と解説して長くなってしまったので、今回はこのキリのいいところで終了にしたいので、一度設定の保存を行います。
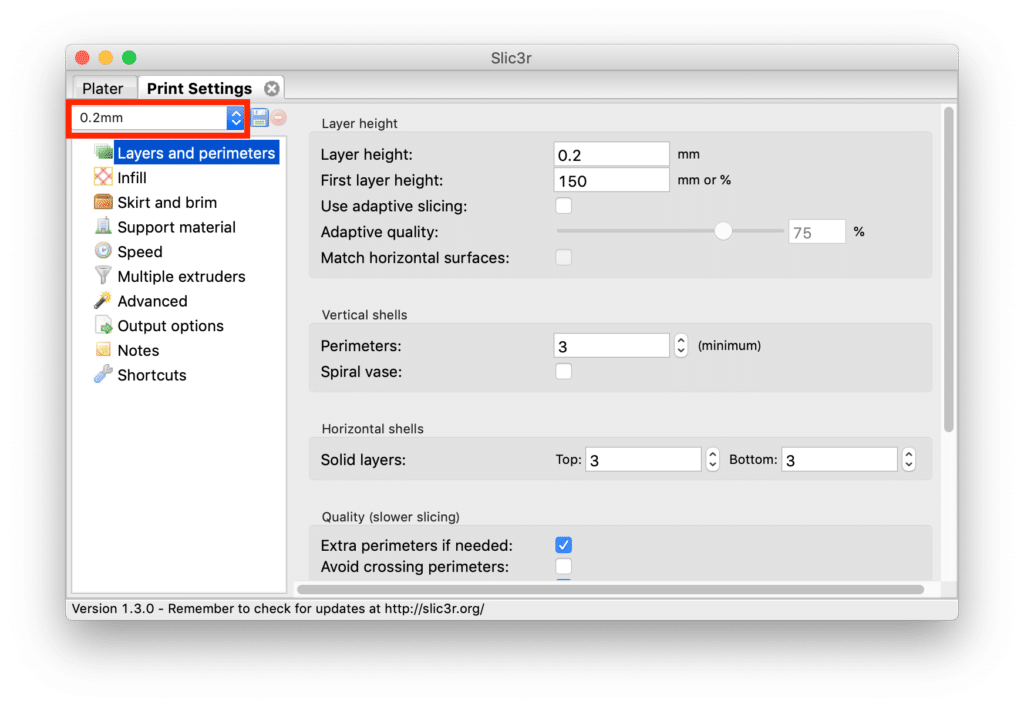
プリント設定の保存
とりあえず一回、プリント設定を保存しておきましょう。
左上のフロッピーマークをクリック。
設定名を記入するウインドウが開きますので、名前を入力し、「OK」をクリック。
私は「0.2 mm」としました。
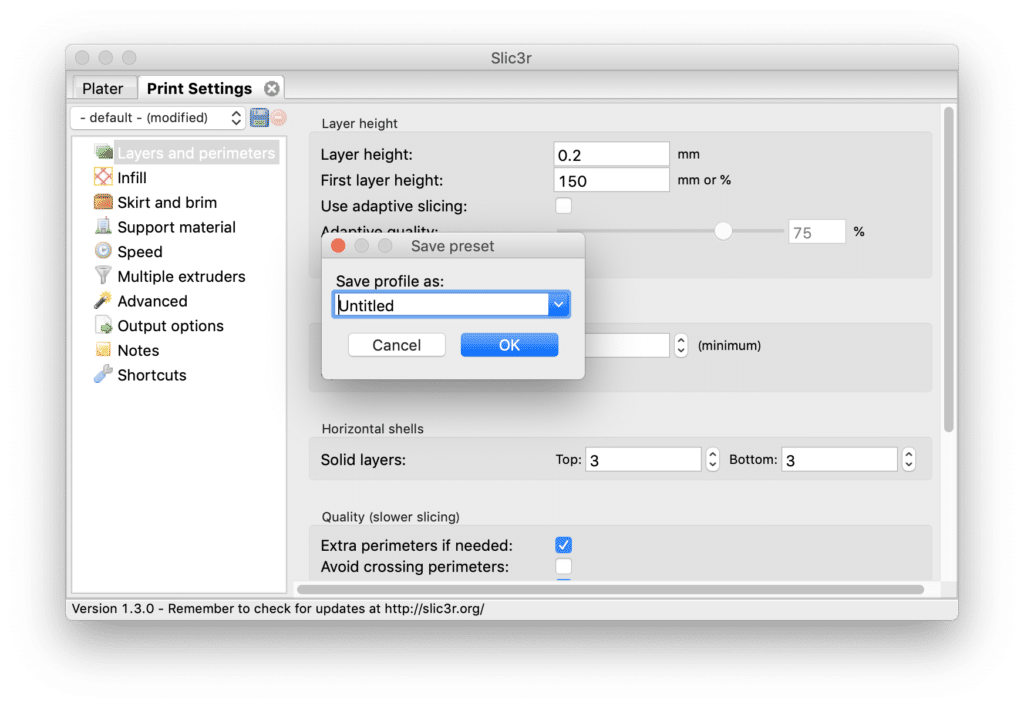
するとプリント設定画面の左上の名前が変わるので、保存されたことが分かります。
とりあえず「Layers and perimeters」の設定が完了しました。
次回はプリント設定の中のインフィルの設定していきます。

とりあえず今回はこんな感じで。
コメント