3Dプリンタでトラブルを抱えていませんか?
みなさんの3Dプリンタは元気に活動しているでしょうか?
特に初心者の方にとっては、プリント自体に失敗してしまったり、綺麗にプリントできないなんて問題を抱えている人もいるかもしれません。
実は私自身も最初の頃は、プリント自体に失敗してしまうことも多く頭を抱えていた時期があります。
できれば初心者の方にそんな事で時間を使って欲しくない。
どんどん3Dプリンタを活用していって欲しい。
そんな思いから、私が経験してきたトラブル、そしてその対処法をまとめてみようと思い立ったのです。
ということで、早速紹介していきましょう!
フィラメントがビルドプレートに接着しない
この時の原因は2つ考えられます。
- ノズルとフィラメントの間が空きすぎている
- ビルドプレートがつるつるしすぎている
ノズルとフィラメントの間が空きすぎている
Ender-3のようなフィラメント溶解型の3Dプリンタでは、溶けて出てきたフィラメントが少しビルドプレートに押し付けられることで、ビルドプレートにくっつき、造形していきます。
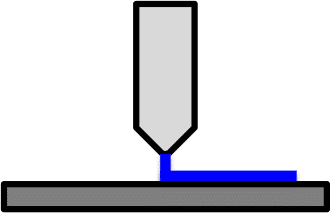
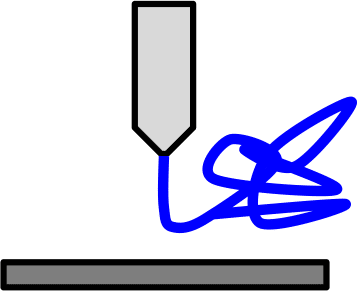
つまりノズル先端とビルドプレートの間が空きすぎていると、空中にプリントした状態になってしまい、造形に失敗するわけです。
この場合は、ノズル、またはビルドプレートの高さを調整する必要があります。
調整の方法はそれぞれの3Dプリンタ特有なので、やり方に関しては説明書を確認してください。
どれくらいの距離が良いかというと、「印刷用紙1〜2枚を軽く引っ張った時、抵抗を感じる程度」です。
つまり印刷用紙をノズルとビルドプレートの間にいれ、ノズルを少しずつ下げていき、軽く引っ張っても抜けなくなる程度に調整します。
ビルドプレートがつるつるしすぎている
ビルドプレートは、ヘラで造形物を剥がしていくとどんどんツルツルになっていきます。
ビルドプレートがツルツルになると、フィラメントが接着する面積が減少することから、接着しにくくなります。
その場合は、ビルドプレートのシートを交換するというのも手なのですが、もっと簡単に解決する方法としては、「スティックのり」を塗るという手があります。
スティックのりを塗ることで、凸凹した面が増え、フィラメントとビルドプレートの接着力が増加します。
特に高級なスティックのりは必要なく、私自身は100均のセリアで販売されているスティックのり(無毒性)を使っています。
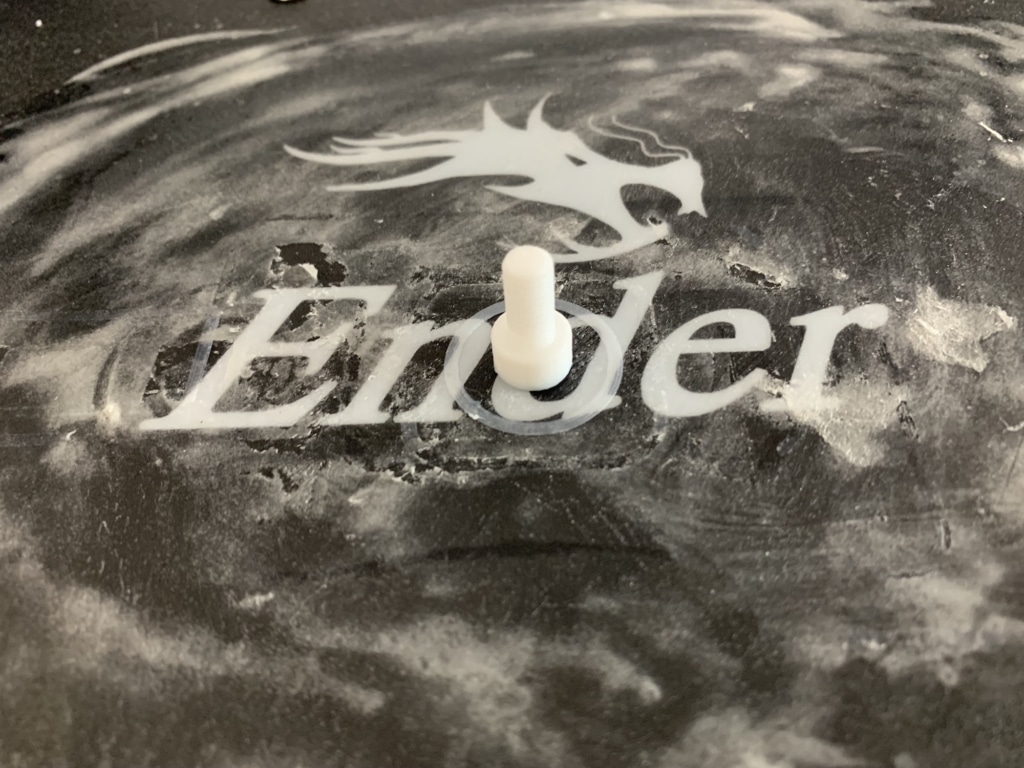
たまに造形物をビルドプレートに乗せたままの写真を掲載していることもありますが、その際、ビルドプレート上で白く見えるのが、スティックのりを塗った部分です。
セリアのスティックのりはかなり相性が良いみたいで、プリントのたびに塗り直す必要はありません。
また剥がれた部分が出てきたら、水を手につけて、のりを伸ばし直してやるとそのまま使えるようになります。
問題点はのりが造形物に付いてしまうので、水洗いがする必要があることです。
造形物がプリント中に剥がれる
造形物がプリント中に剥がれる原因は、造形物とビルドプレートとの接着力が弱いことがあります。
接着力が弱いため、ノズルが造形物に軽く当たったり、フィラメントを介して、造形物が引っ張られると簡単に剥がれてしまうわけです。

対処法としては、上で紹介したのりで接着力を上げる方法の他に、接触面積を増やす方法があります。
Ultimaker Curaであれば、「ビルドプレート密着性」で「ブリム」を選択します。
すると造形物の周りに薄膜状にビルドプレートとの接着面を増やしてくれます。
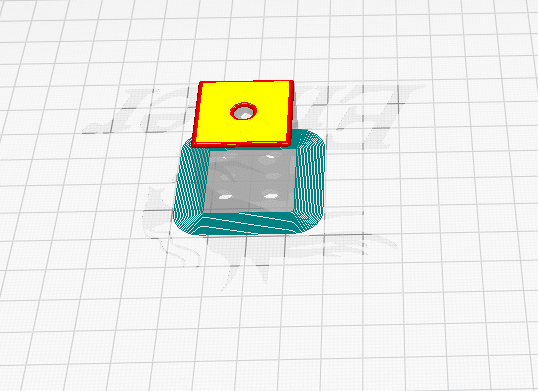
造形後にデザインナイフなどでブリムを取り除く必要はありますが、ビルドプレートとの接着面積が小さなデザインでも、綺麗に造形できます。
場所によって最初の数層の厚さが違う
これはビルドプレートがある方向に傾いていること、つまり水平が保てていないことが原因です。
この最初の数層の厚さのずれは、上に行くほど解消され、全体の造形の質には影響しないことが多いです。
しかしビルドプレートに近い数層の造形が悪く、盛り上がってしまったり、はみ出てしまったりします。
これはビルドプレートの水平を取り直すことで解消します。
私がやっているのは、下の図のようにビルドプレートの5箇所でノズルとビルドプレートの距離の調整をします。
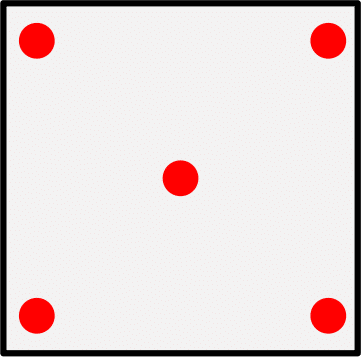
この際、順番は中央、左手前、右手前、右奥、左奥で調整し、さらにもう一度同じ順番で調整します。
一度だけ調整では、最初に調整した点が、他の点を調整したことでずれる可能性があるからです。
その後、ビルドプレートの水平を確認用のデータを使って、プリントして確認します。
私の場合は、このような水平確認用データを使っています。
このデータを使って、場所により厚さのむらができるようなら、さらに微調整を全体が綺麗にプリントできるまで繰り返します。
小さいものをプリントする際、プリントの質が低い
3Dプリンタでは、フィラメントを溶かして積層していくのですが、溶けたフィラメントが固まるまである程度の時間がかかります。
そのため、小さいものをプリントする際、前の層が固まる前に次の層がプリントされてしまうと、造形が汚くなることがあります。
その対処としては以下の二つがあります。
- ノズル移動のスピードを下げる
- 複数個一気にプリントする
この二つの対処法のうち、おすすめは「2. 複数個を一気にプリントする」です。
小さいものであれば、複数個一気にプリントしても、大した時間の増加になりませんし、それで造形の質が上がるとなれば一石二鳥です。
また複数個プリントした後、質の良いものだけを使ってもOKです。
今回は、3Dプリンタのトラブルシューティングに関して紹介してみました。
このトラブルシューティングは、私が持っているEnder-3に限ったことではなく、フィラメント溶解型の3Dプリンタであれば、同じようなトラブルが起き、同じように解決できるものだと思います。
もし同じようなトラブルに遭っている方がいれば、是非上記の解決法を試してみてください。
また何かトラブルがあったら、解説記事を書いてみたいと思います。
次回は今回でてきたビルドプレート接着性のスカート、ブリム、ラフトに関してさらに解説をしてみたいと思います。

とりあえず今回はこんな感じで。
コメント