データの準備とスライシング
前にCreality PETGの印刷温度の検討をしました。

今回はビルドプレート温度の検討をしていきたいと思います。
使うデータはビルドプレート温度検討用のこちらのデータ。
いつも通りダウンロードはご自由に。
プリント設定は、プロファイル「Standard Quality -0.2 mm」、印刷温度を230℃として、ビルドプレート温度を50℃、60℃、70℃、80℃と変えてみます。
ちなみにスライシング結果はこんな感じです。

プリント結果
ということでプリントしてみました。
左からビルドプレート温度50℃、60℃、70℃、80℃です。
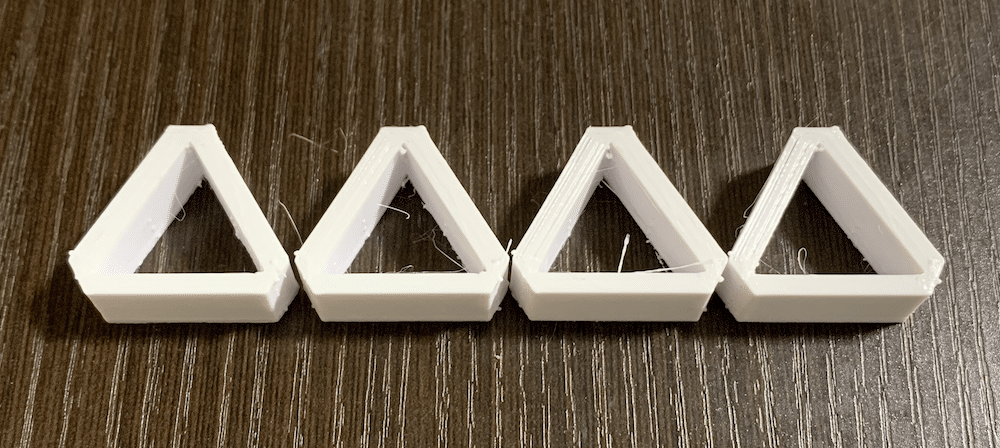
全体的にはそれほど大きく違う感じは見られません。
それはそうと結構ダマになっていたり、引いてしまった糸が残ってしまっています。
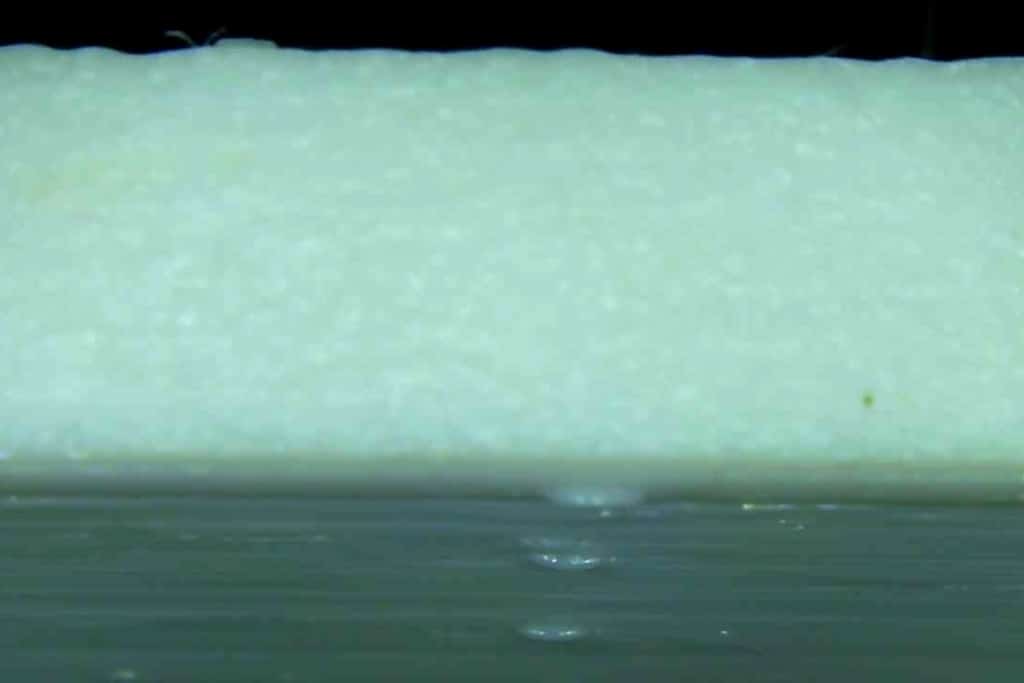
ビルドプレートとの接触面を顕微鏡で見てみましょう。
ビルドプレート温度:50℃
ビルドプレート温度:60℃
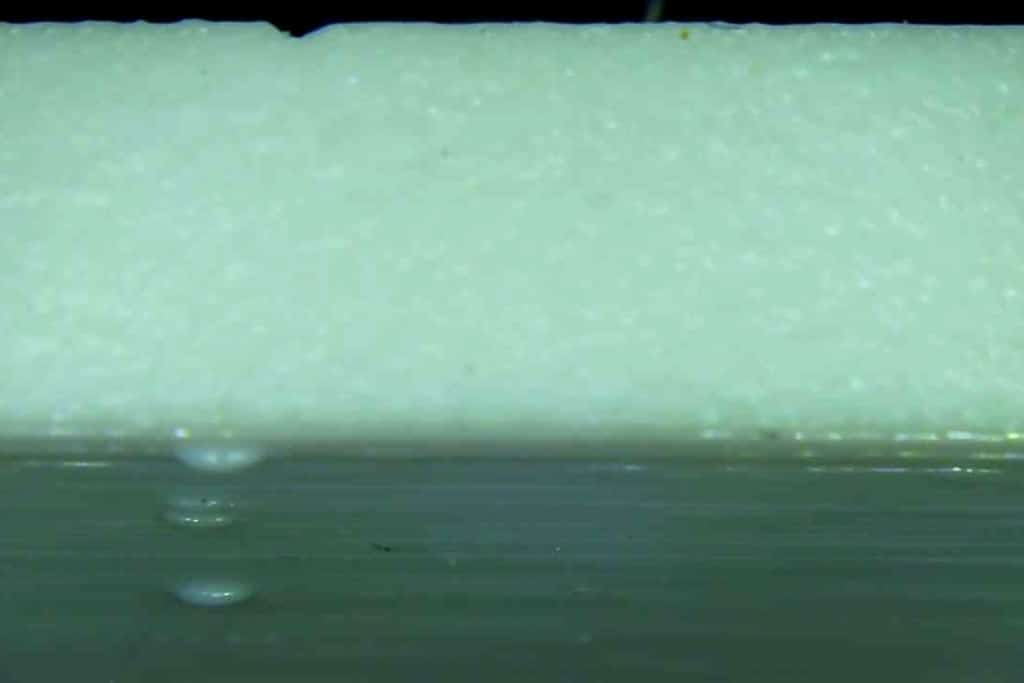
ビルドプレート温度:70℃

ビルドプレート温度:80℃
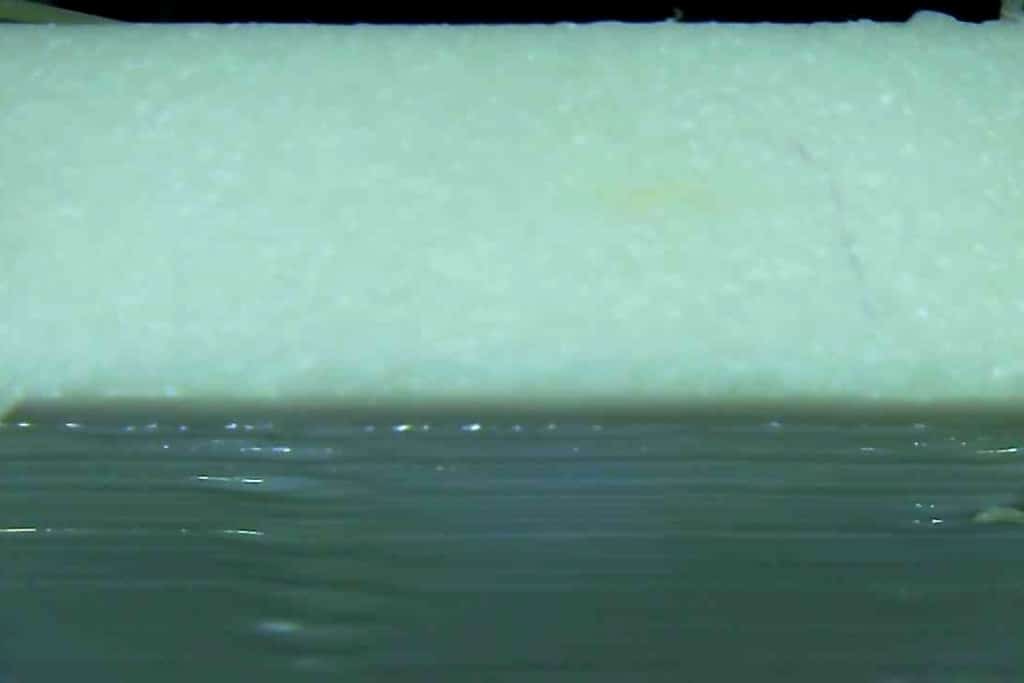
写真の上側がビルドプレートとの接触面、下側が垂直の壁面になります。
ビルドプレートとの接触面は温度でそれほど変わっているようには見えません。
また壁面もどれも同じように凸凹していて、大きな差異は見られません。
PETGで注意すること
ただ実は温度を上げると、造形の質とは違う点で注意することがありました。
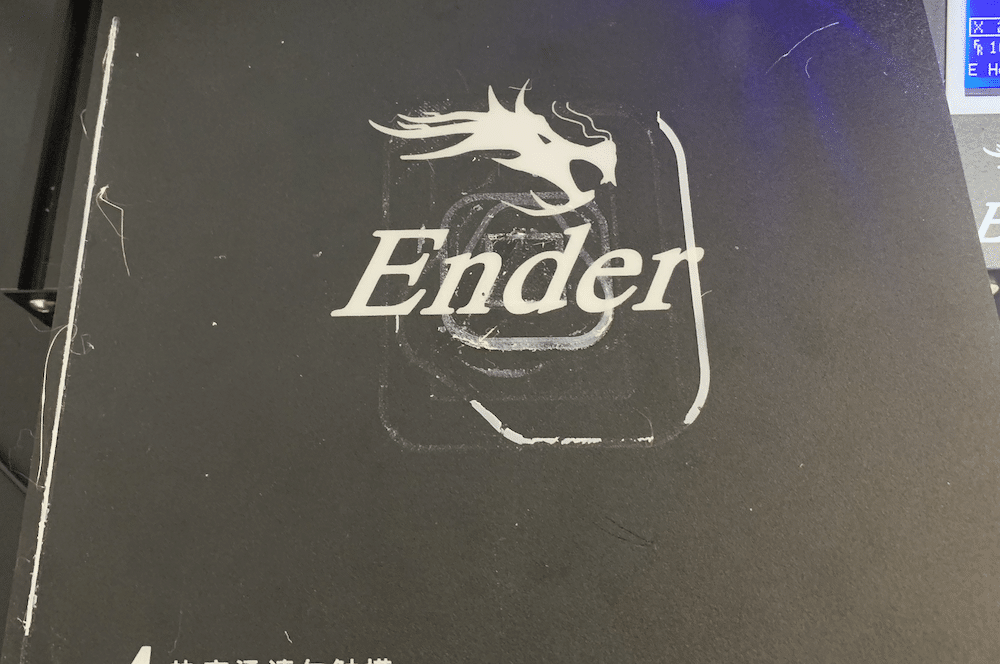
それはビルドプレートとの接着力です。
ビルドプレートの温度を50℃、60℃、70℃、80℃と上げるにつれて、造形物をビルドプレートに強く接着するようになり、80℃では剥がすのが大変なほどでした。
それを象徴するかのように、ビルドプレートのステッカーが破れてしまったほどです。

これまでPLAを使っていて、このようにステッカーが破れるなんてことはなかったので、びっくりしました。
またビルドプレート上に残った造形カスもかなり剥がすのが難しく、ヘラで削ってもうまく取り除くことができません。
しかしまぁ前回、新しいステッカーに変えたばかりだったのに…
嘆いてばかりではいけないので、安いこちらのステッカーを購入しました。

海外から直送することで、時間は掛かるけど、その分コストを抑えているようです。
まとめ
ということで、まとめてみましょう。
今回はビルドプレート温度を50℃、60℃、70℃、80℃を試してみました。
その結果、この範囲のビルドプレート温度では、造形の綺麗さにはそれほど影響はないということでした。
しかし温度が上がるにつれて、PETGのビルドプレートへの接着力が増すようで、造形物が剥がしにくくなる傾向にありました。
このことから、ビルドプレート温度としては、50℃か60℃くらいにしておくのがいいかと思います。
ただ色々使ってみた結果、個人的には耐熱性が必要な場合を除き、PETGが主力になることはなさそうです。
今回はせっかく交換したビルドプレートのステッカーが破れてしまって凹んでいるので、ここまでとします。
次回はEnder-3をもう少し静かにしたいので、正面ファンの交換をしてみましょう。
ということで今回はこんな感じで。
コメント