検討するフィラメント
前に印刷温度を検討し、やはり適切な温度でないと造形が汚くなるということを実証してみました。
印刷温度ということは、ノズルの温度のことですよね。
もう一つ試していない温度として、「ビルドプレート温度」があります。
今回はビルドプレート温度を変えてみて、造形がどうなるのか試してみたいと思います。
今回もフィラメントはCreality純正のPLAフィラメントを用います。

とりあえず予想してみる
まずはビルドプレートの温度を変えた時に、造形がどうなるか予想してみましょう。
Ultimaker Cura(ver.4.2.1)での汎用PLAの設定は、ノズル温度200度、ビルドプレート温度50度となっています。
通常ビルドプレートの温度は、ABSなどをプリントする際、急激な温度変化があると造形物が大きく収縮し、反ってしまったり、割れてしまったりするのを防ぐ役割があります。
実はPLAではもともとビルドプレートを熱する必要はなく、常温でプリントしても十分に綺麗な造形ができると言われています。
そのためビルドプレートがヒーテッドベッド(加熱することができるビルドプレート)になっていない3DプリンタがPLA専用機として販売されていることもあります。
今回はPLAフィラメントを用いてプリントしますので、ビルドプレートの温度が低い分には問題ないのではないでしょうか。
ただ少し懸念することは、ビルドプレートが熱されていないということは、すぐにフィラメントが硬くなってしまい、ビルドプレートとの噛みが甘くなってしまうことです。
つまり剥がれやすくなるのではないかと考えられます。
ではビルドプレートが高くなった場合はどうなるのでしょうか?
これは印刷温度と同じで、打ち出されたフィラメントの温度が下がる前に次のフィラメントが来てしまうと、最初に打ち出されたフィラメントが押しつぶされ、造形が乱れることでしょう。
ただビルドプレートから離れれば、熱はすぐに発散してしまうので、この影響が出るのはビルドプレートの近くのみということになります。
ビルドプレートが低温の場合の剥がれやすさは「ビルドプレート密着性」をブリムやラフトにすることで解消することは解説済みです。

今回はビルドプレートが高温の場合、ビルドプレート近くの造形が乱れることに注目してデザインを考えていきましょう。
検討用データの作成
ビルドプレート近くの造形が乱れるのを確認するには、ビルドプレート近くのデザインにエッジを増やすのがいいのではないでしょうか。
ということでそんなデザインをしていこうと思います。
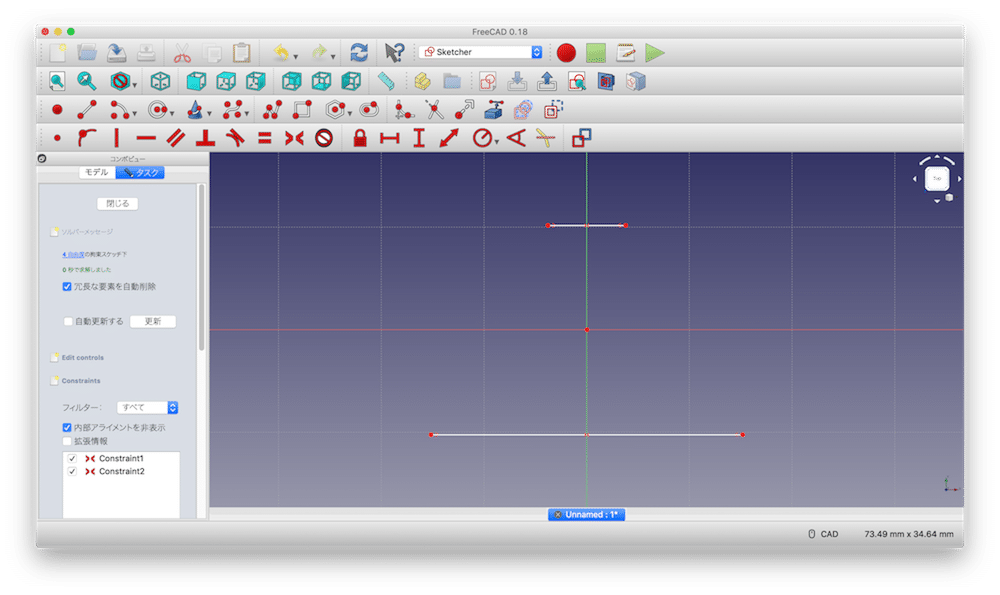
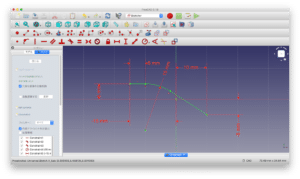
いつも通り、FreeCADを起動し、新規作成、XY平面にスケッチを作成します。


そしてX軸に平行な線を2本描き、中心をY軸に拘束します。


さらに線を増やして、下の図のような図形を描きます。
その際、それぞれの端は繋げるように注意してください。
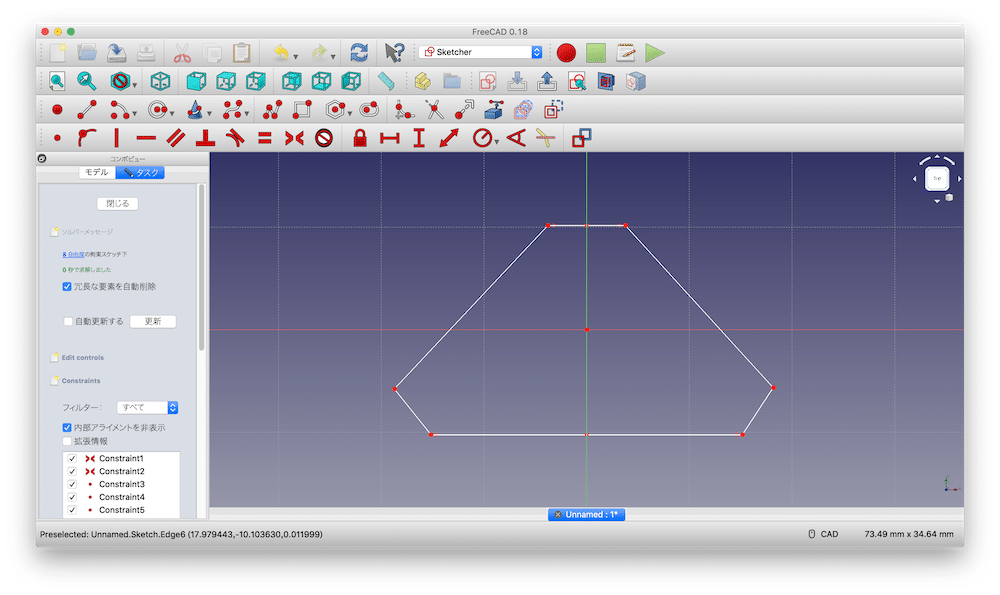
もし繋がっていなければ、それぞれの線の端の点をクリックして、点拘束をします。

短い辺の長さを5 mmに拘束します。

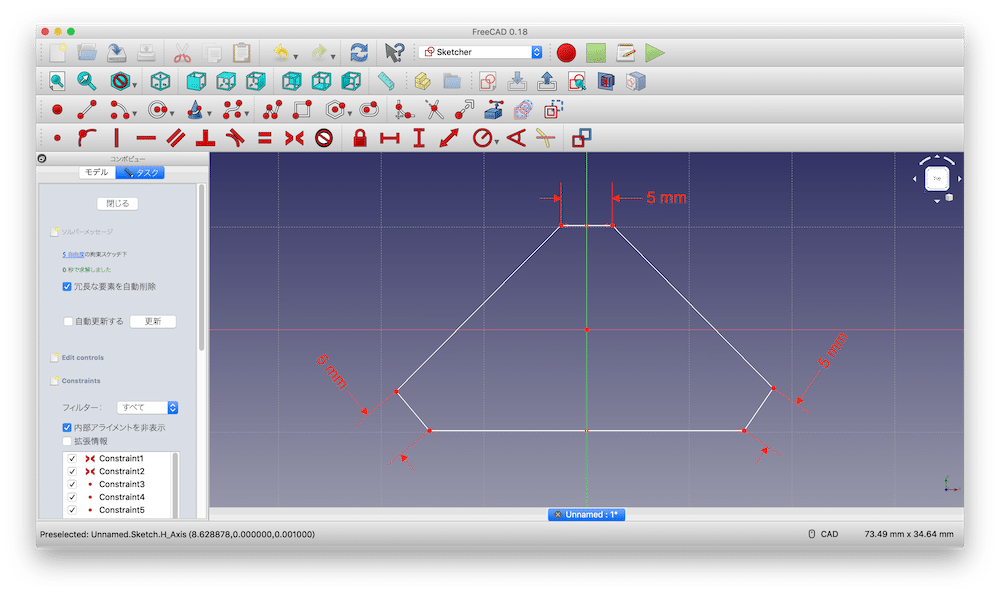
長い辺の長さを20 mmに拘束します。
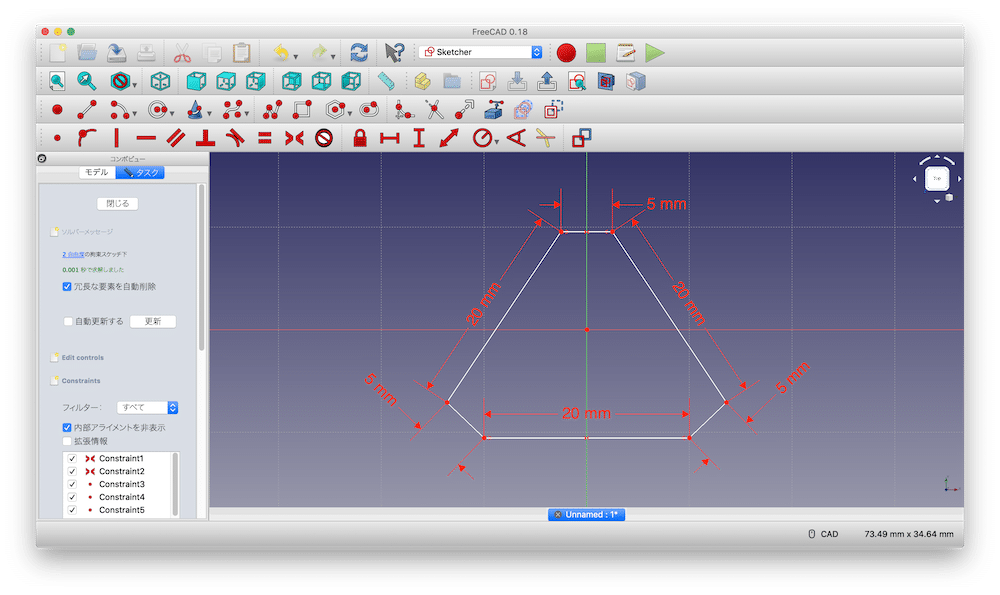
左上の2辺の角度を120°に拘束します。

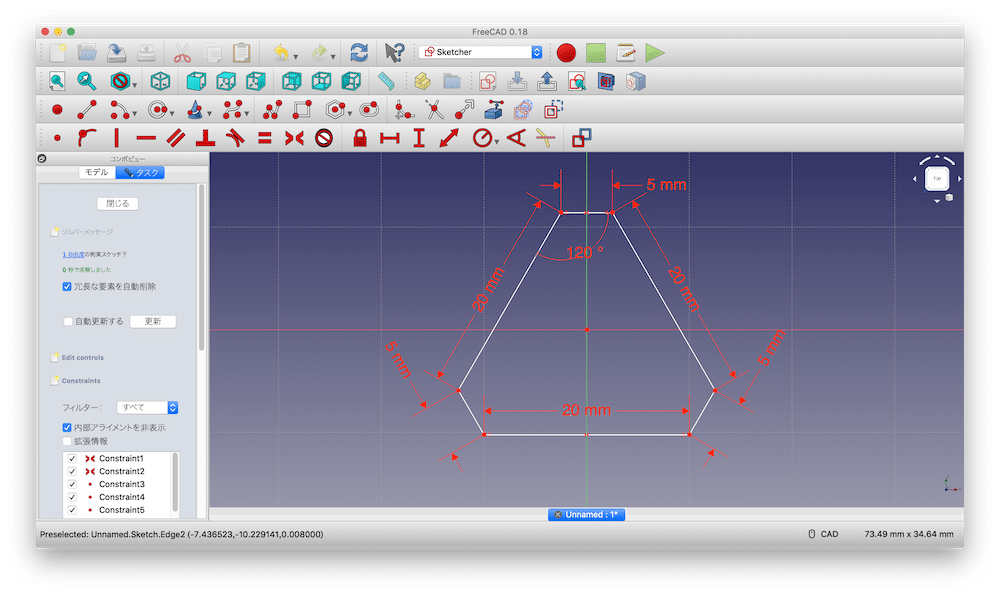
下の辺と原点までの距離を10 mmに拘束します。
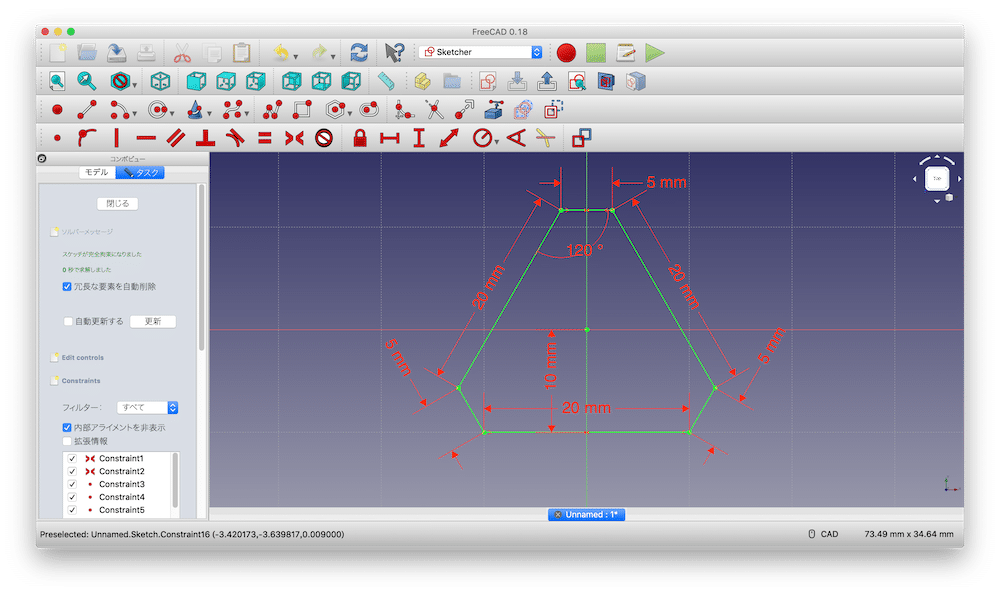
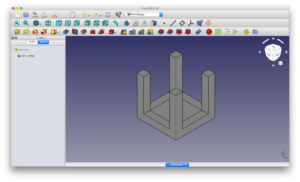
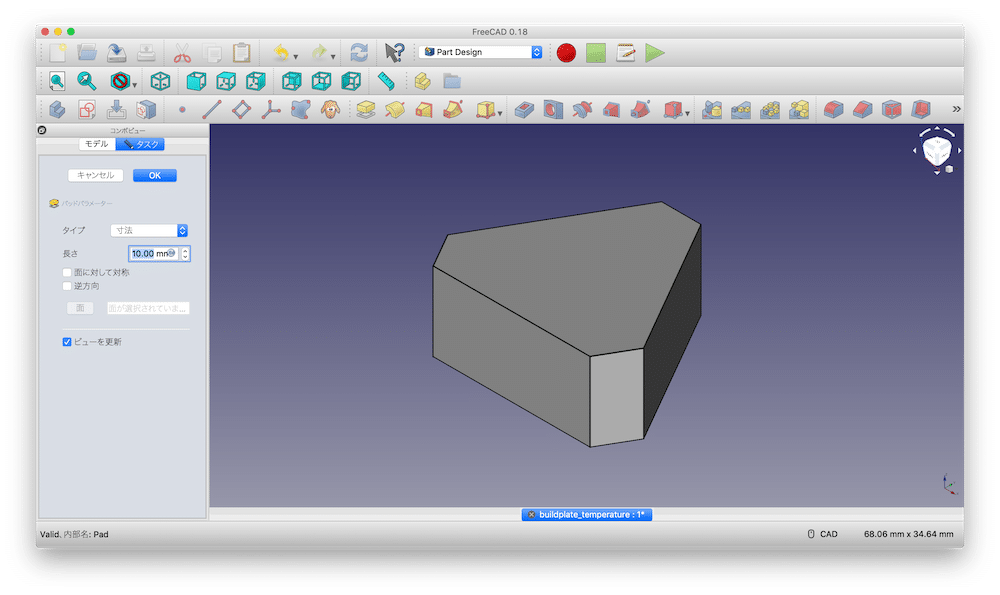
一旦スケッチを抜け、パッドで10 mm押し出していきます。

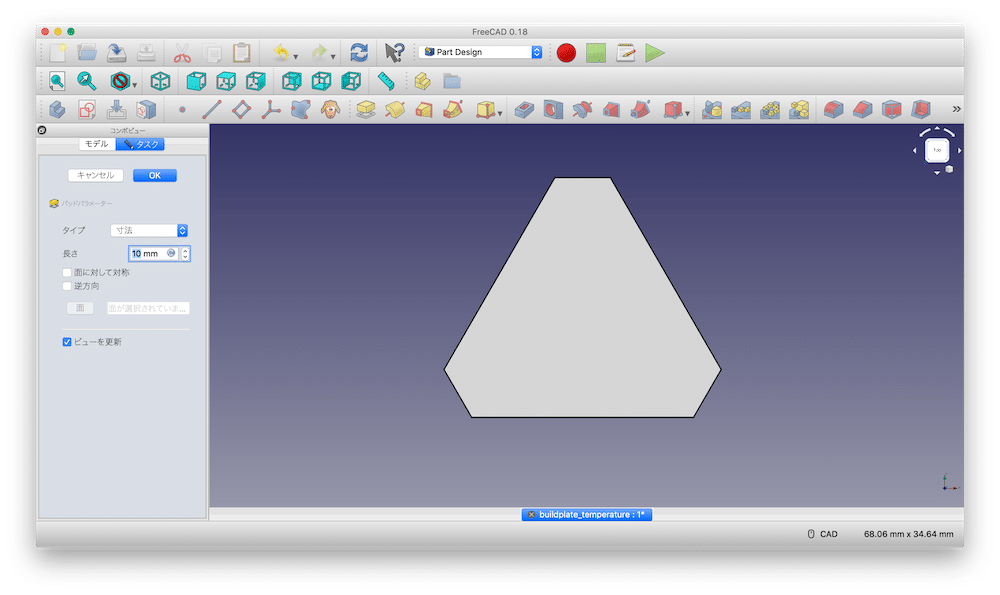
斜めから見るとこんな感じです。
さらに内側をくりぬいていきましょう。
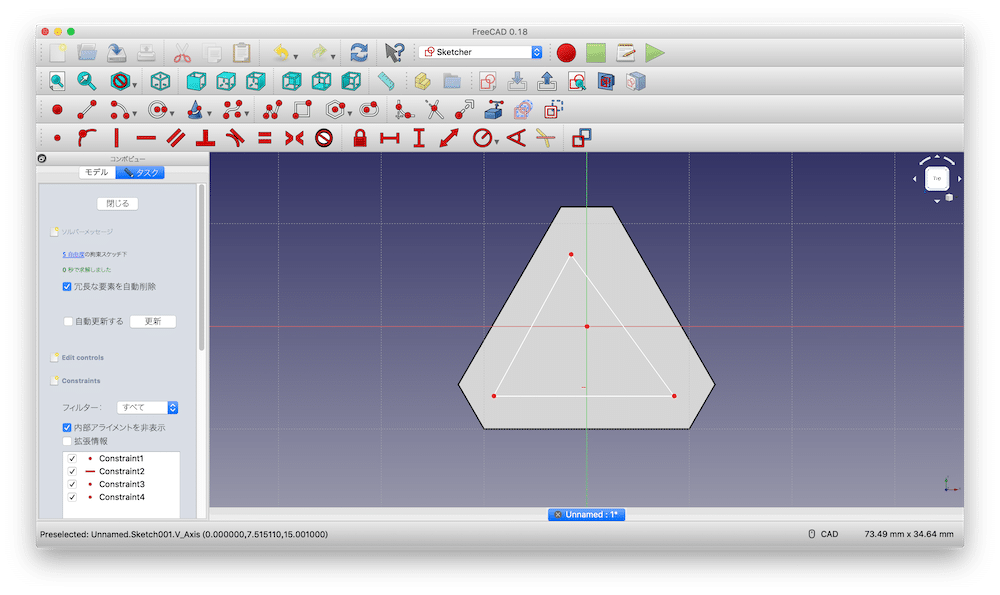
先ほどのデザインの上面にスケッチを作成します。
線を使って、適当に三角形を描きます。
この時もそれぞれの線の端を繋げてください。
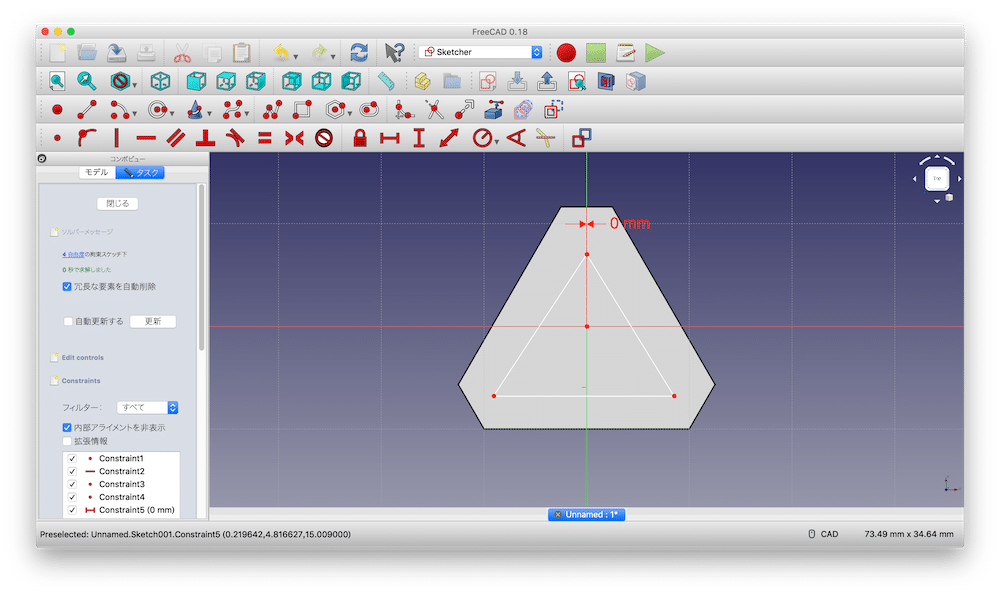
上の点とY軸までの距離を0 mmに拘束します。
それぞれの辺の長さを20 mmに拘束します。
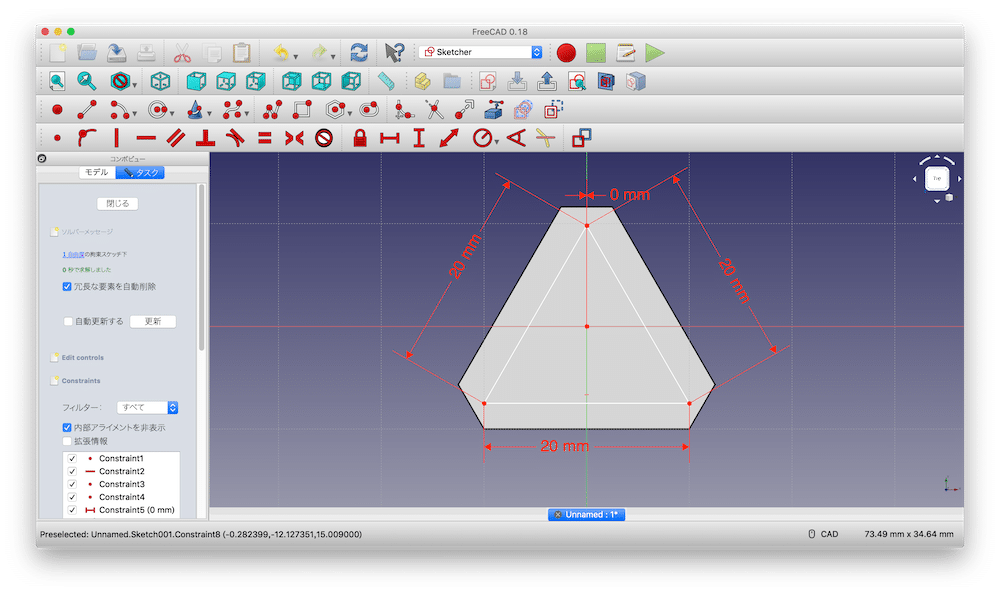
下の辺から原点までの距離を 7.5 mmに拘束します。
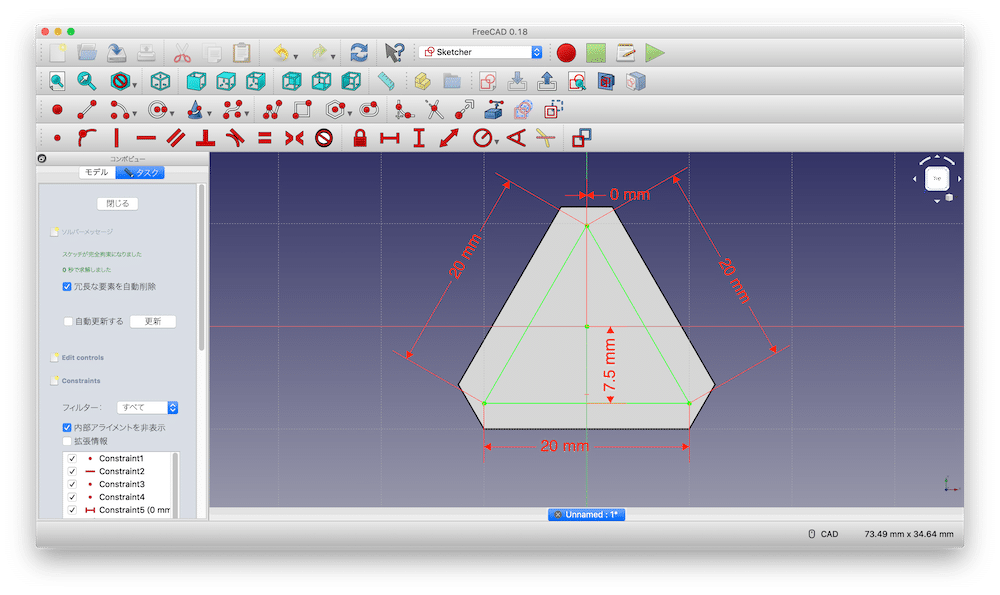
スケッチを抜け、ポケットで10 mm削っていきます。

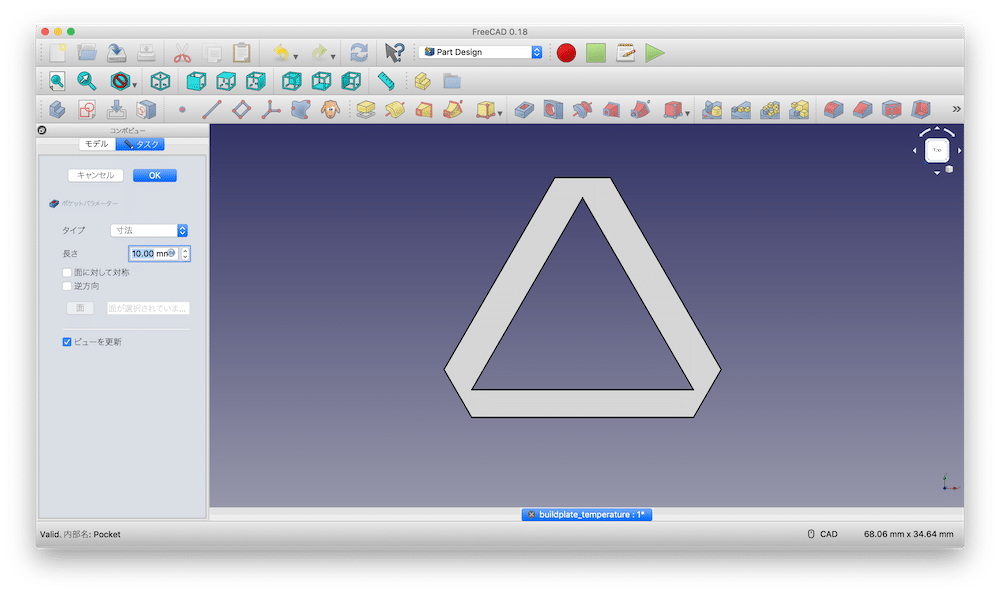
斜めから見るとこんな感じです。
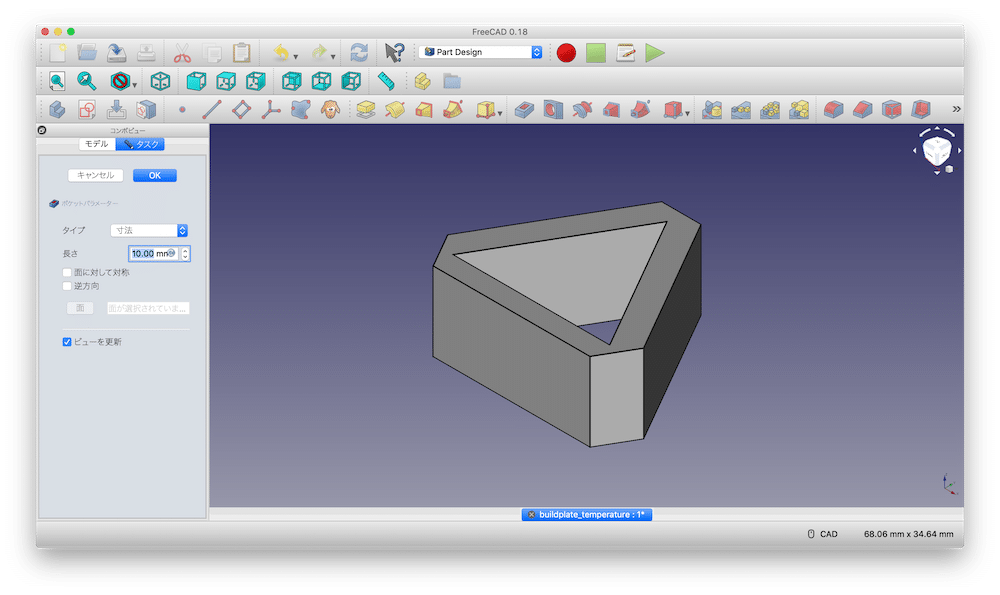
今回はこれで完成です。
データを保存し、stlファイルにエクスポートしておきましょう。
私が作成したデータをここにアップロードしておきますので、ダウンロードはご自由にどうぞ。
では実際にプリントして、造形の質を確認していきましょう。
プリント条件の設定
このデータをUltimaker Curaでスライシングしていきましょう。
とりあえず読み込んで、プリント設定へと行きます。
今回はビルドプレートの温度を変更するため、カスタム設定を用います。
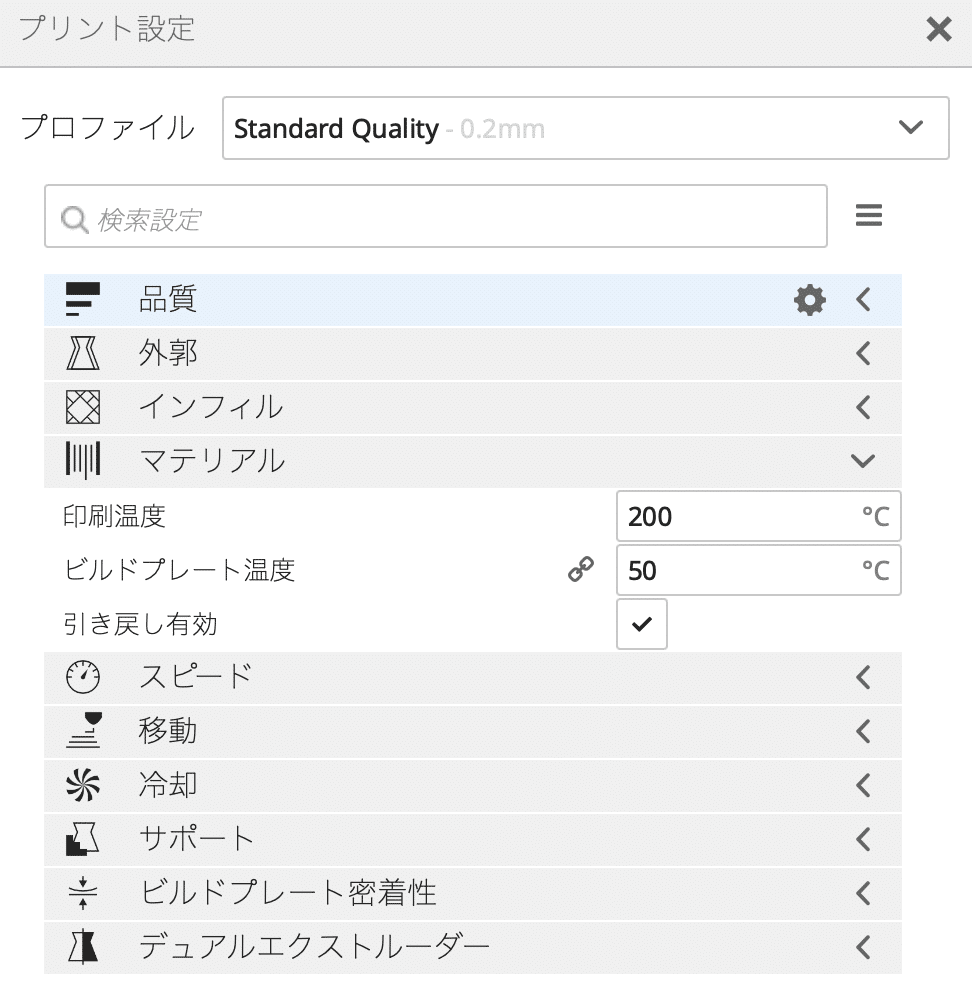
とりあえずプロファイル「Standard Quality – 0.2 mm」を用いることにしましょう。
変更する項目は、「マテリアル」の「ビルドプレート温度」のみになります。
今回は25℃、50℃(デフォルトの温度)、75℃、100℃の4種類で検証してみましょう。
温度を変更したら、「スライス」をクリックして、スライシングしましょう。

今回は23分、0.80 mのフィラメントを使うようです。
残念ながら、フィラメント価格の設定をしていなかったので、コストはでていません。
多分5円くらいでしょう。
スライシングが終わったら、プリントしていきましょう。
実際にプリントしてみた
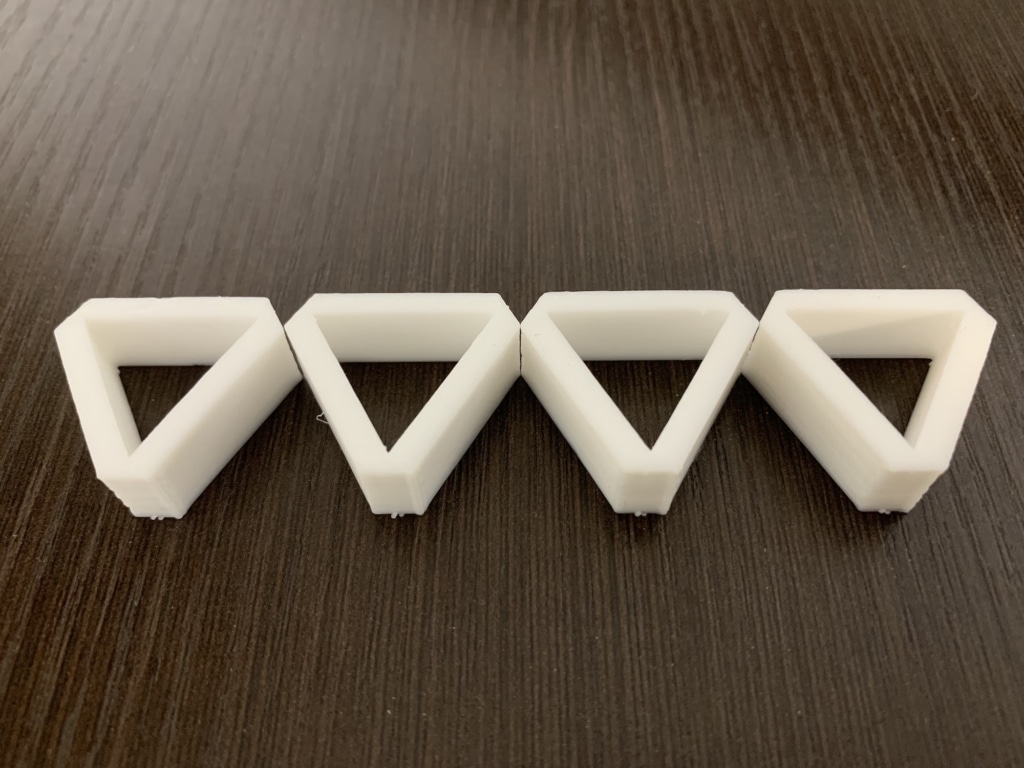
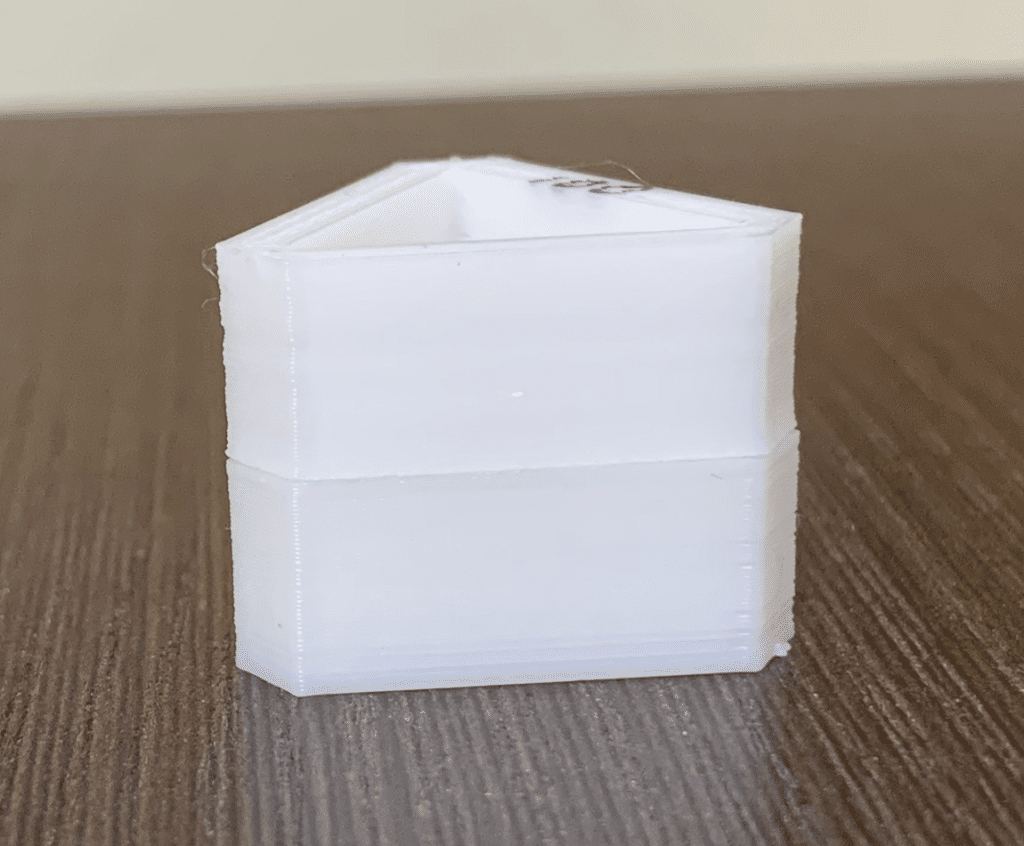
実際にプリントして、並べてみました。
左からビルドプレート温度が、25℃、50℃、75℃、100℃になります。
また今回はビルドプレートとの接触面の質をみたいので、上がビルドプレート接触面になっています。
正直言って、思ったほど違いは出ませんでした。
25℃だろうが、100℃だろうが綺麗に造形できていて、実験としては失敗ですね。
細かい感触を書いていくと、ビルドプレートから剥がれにくかった順としては75℃、100℃、50℃、25℃といったところでしょうか。
あくまでも感覚なので、なんとも言えませんが、温度が高い方が外れにくかった感じがあります。
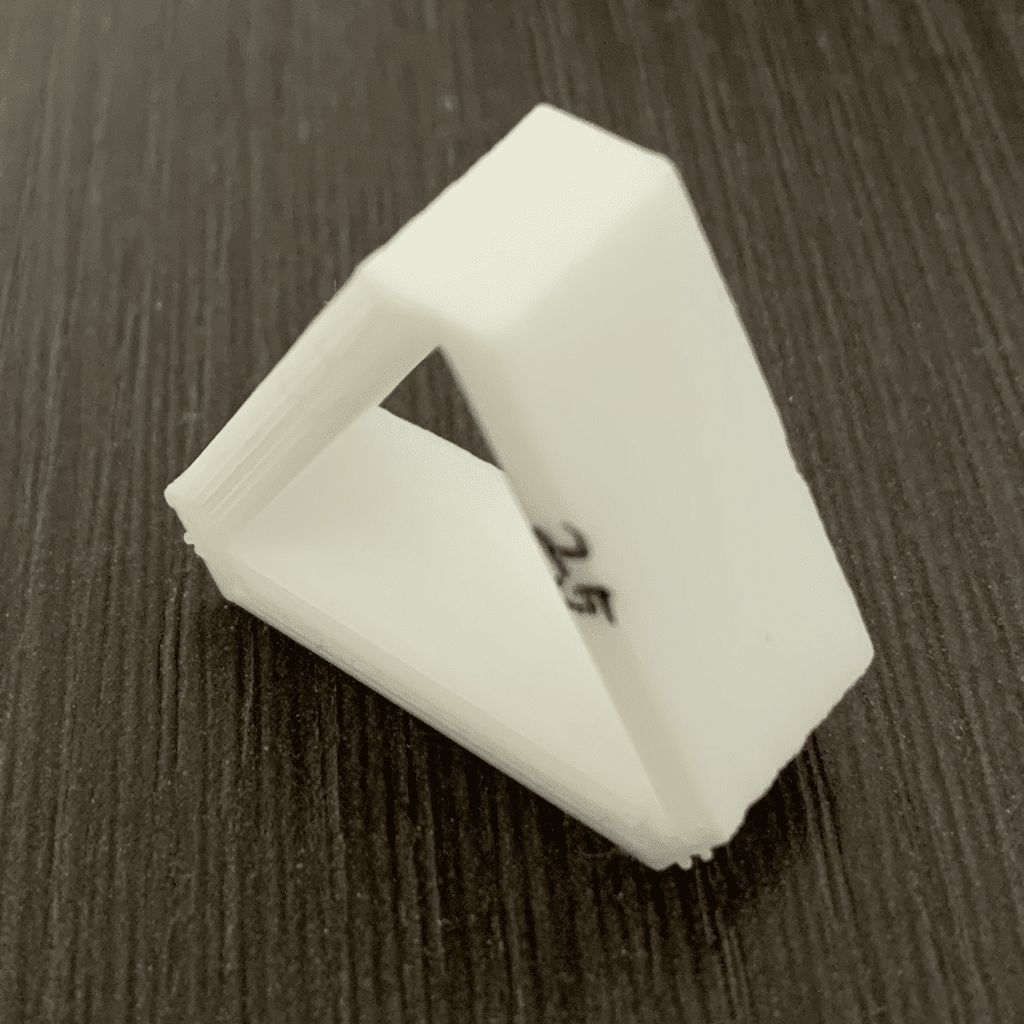
一つ一つ見ていきましょう。
手前がビルドプレート接触面”ではない”方になります。
一番みて欲しいのは、ビルドプレート接触面のエッジです。
まずは25℃。
次は50℃。

75℃。

最後は100℃です。

写真を見せておいてなんですが、はっきり言って写真では伝わらないかと思います。
触った感触としては、ビルドプレート接触面のエッジが潰れて広がっている感覚がどれもあります。
ただその度合いが、100℃、75℃、50℃、25℃の順であるように感じます。
つまり温度が高い方がエッジが広がる傾向にあるということかもしれません。
ただごくごくわずかなので、あまり気にしなくてもいいでしょう。
重ねてみた…わずかな歪みが?
最後に歪みがあるかどうかを調べるために、50℃を基準として、ビルドプレート接触面を合わせて重ねてみました。
まずは25℃と50℃。
上が25℃で、下が50℃で、真ん中の接触している面が双方ともビルドプレート接触面です。
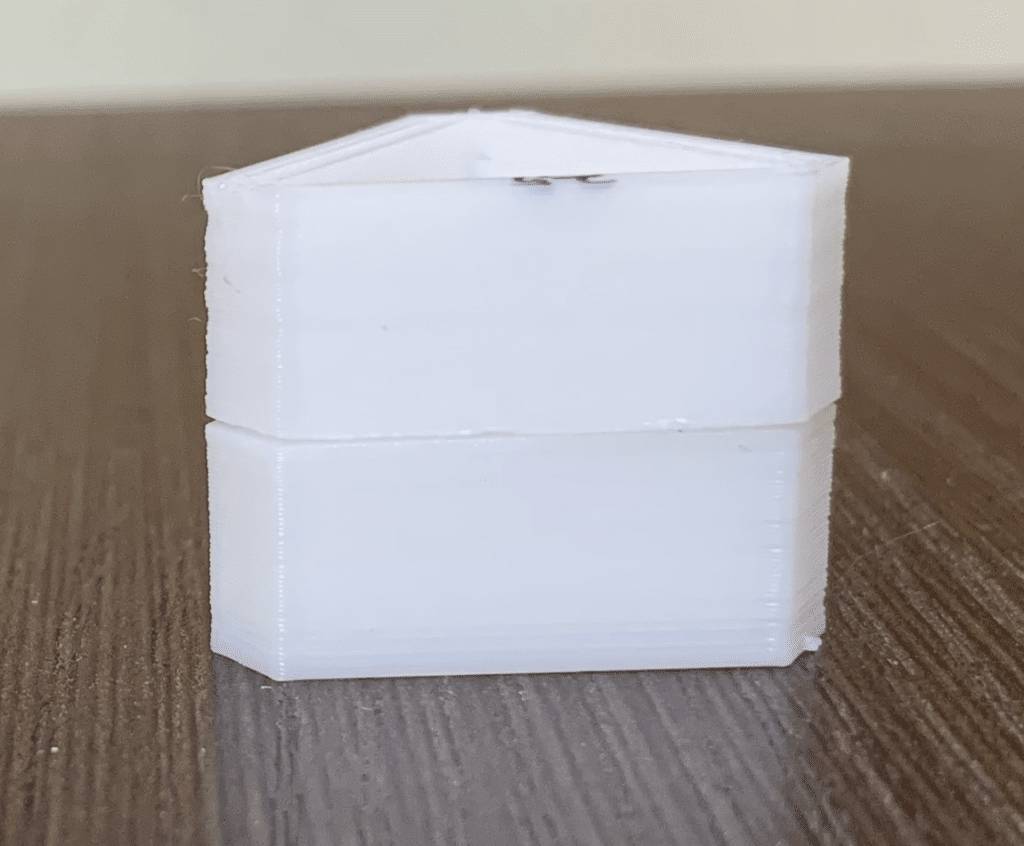
50℃はビルドプレート接触面が平坦だったのですが、25℃ではどうも反りが出ているようです。
そのためこのように重ね合わせると、エッジの部分が浮いてしまっている箇所が出てきます。
次に75℃と50℃。
上が75℃、下が50℃です。
どちらも反りが出ていないため、特に空間が空いている箇所は見当たりません。
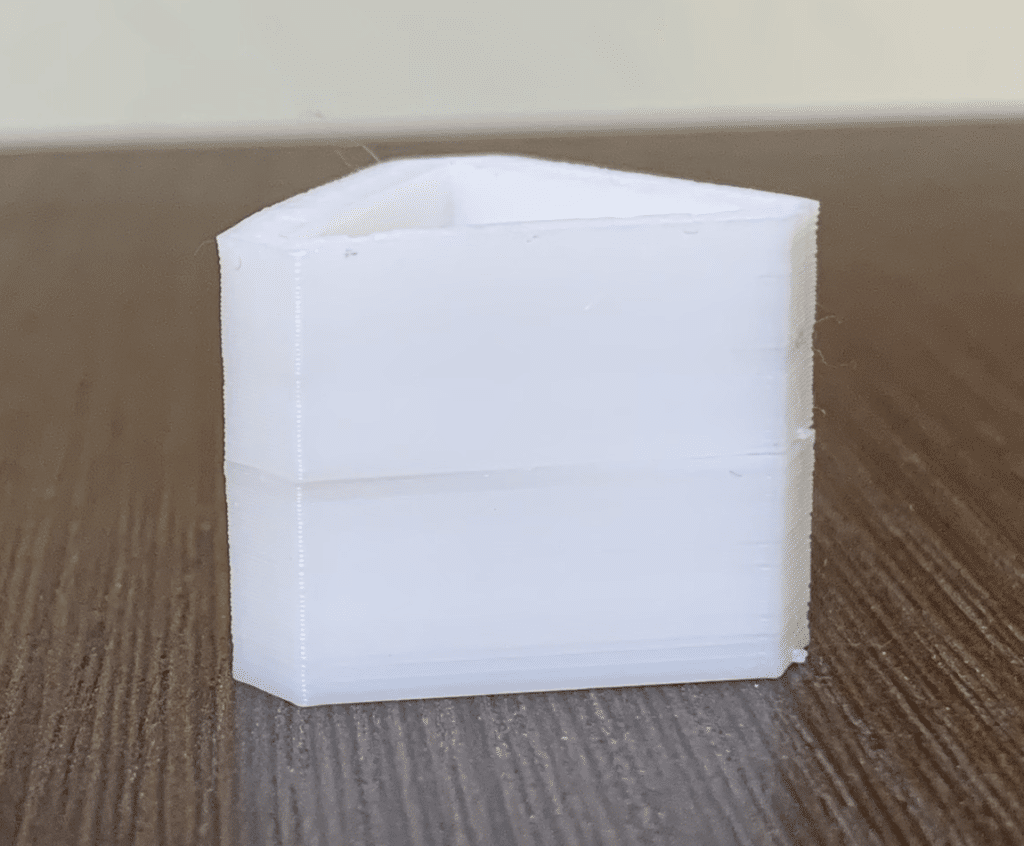
最後に100℃と50℃。
上が100℃、下が50℃です。
こちらは25℃よりはマシですが、ほんの少し反りが出ているようで、多少空間が空いている箇所が見受けられます。
色々見てきましたが、結論としてはPLAを用いる際、ビルドプレートの温度はやっぱり50℃がいいですが、温度を上げてもそれほど悪くなりません。
むしろ温度を下げた方が反りが出るようです。
しかしどの温度を取ったとしても、壊滅的に悪くなることはなく、多少の違いはあるものの、まぁまぁ十分な造形ができました。
ここら辺がPLAの素材の懐の広さ、つまり使いやすさということなのでしょう。
ということで、今回はこんな感じで検証終了です。
次回からはもう少しFreeCADの使い方に関して、解説をしていきたいと思います。
ということで今回はこんな感じで。
コメント