PETGの印刷温度
前回、CrealityのPETGを購入したので、開封の儀を行いました。
今回は印刷温度を色々と変えて、造形の綺麗さを見ていきたいと思います。
使うデータはいつも通り印刷温度検討用のこちらのデータ。
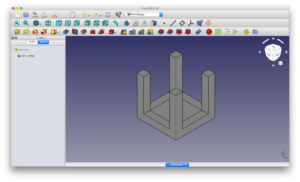
そしていつも通りダウンロードはご自由に。
プリント設定
早速、Ultimaker Curaでプリント設定をしていきましょう。
今回はフィラメントのリールに書かれている推奨温度が220-250℃とのことなので、220℃から250℃まで10℃刻みでぷりんとしてみることにしましょう。
プロファイルは「Standard Quality -0.2 mm」で、印刷温度以外の設定はデフォルトにしておきます。
スライス結果はこんな感じです。

プリント結果
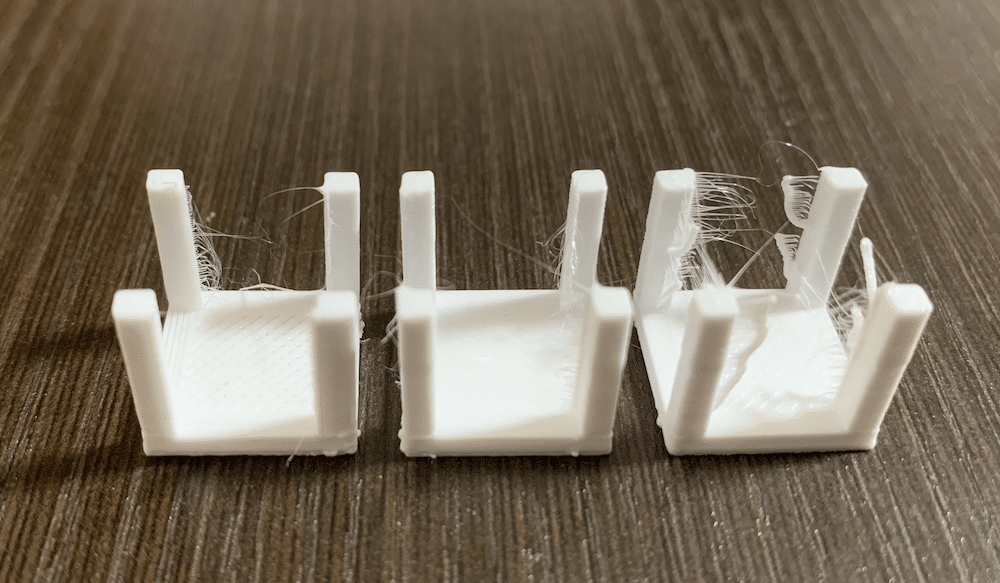
ということでプリントしてみました。
左から印刷温度が220℃、230℃、240℃、250℃です。
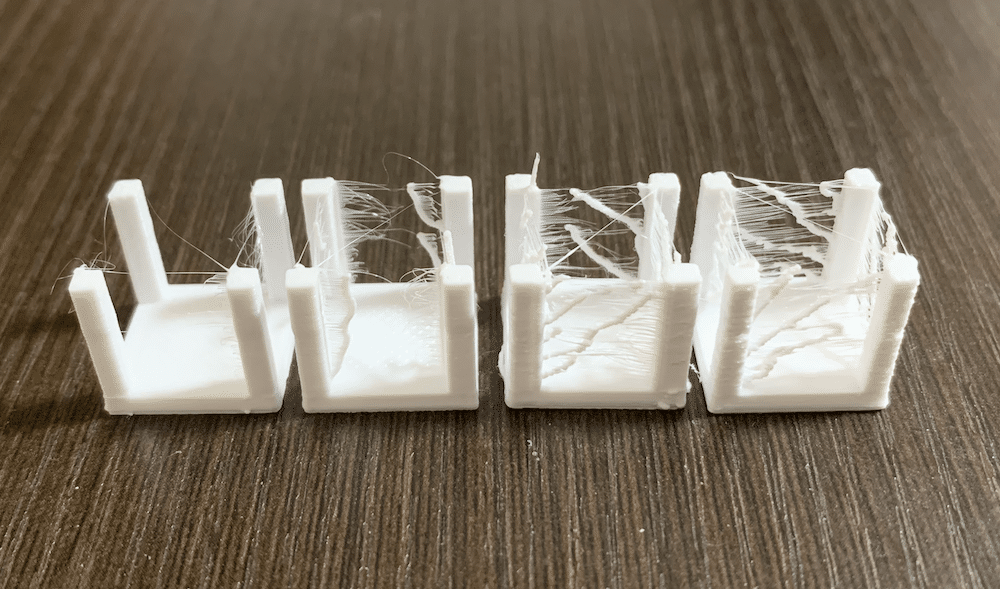
こうみるとやはりPETGの糸引きの多さが目立ちます。
推奨温度内の一番低い温度である220℃でも糸引きをしていますが、温度が上がるに連れて酷くなっています。
ちなみに前にフレキシブルフィラメントの糸引き対策で、フィラメントの引き戻し距離を変えてみましたが、あまり効果がありませんでした。

PETGはできればPLAの代わりに主力のフィラメントとして使えたらなと思っていたので、この糸引き問題をちゃんと解決しなければいけない時期がきたかもしれません。
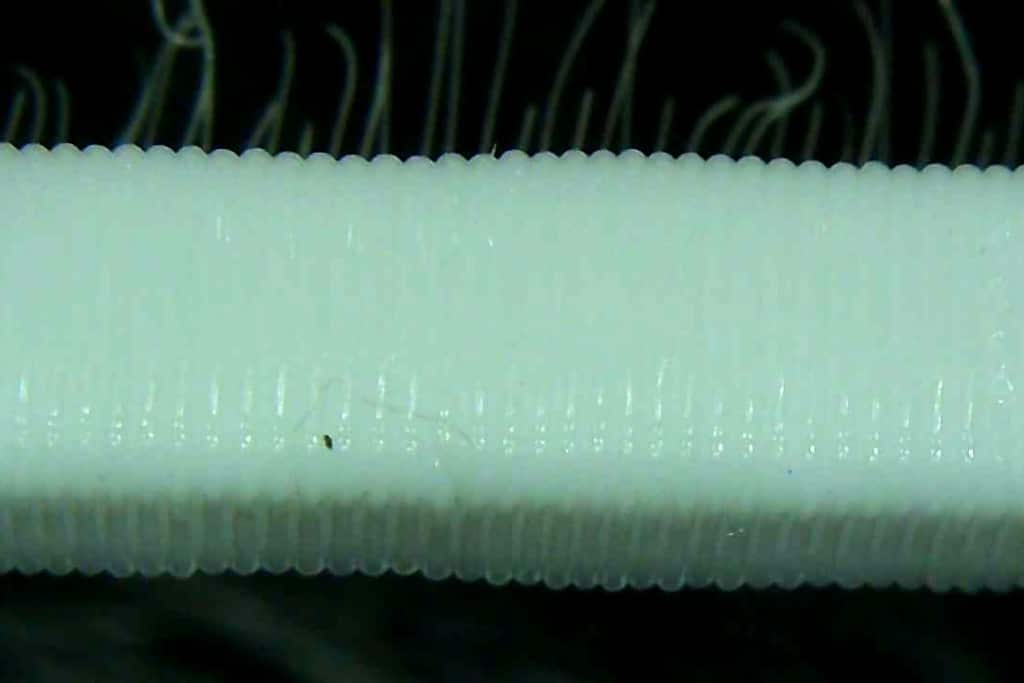
顕微鏡で柱を細かく見てみる
今回も顕微鏡を使って、詳細を確認してみましょう。
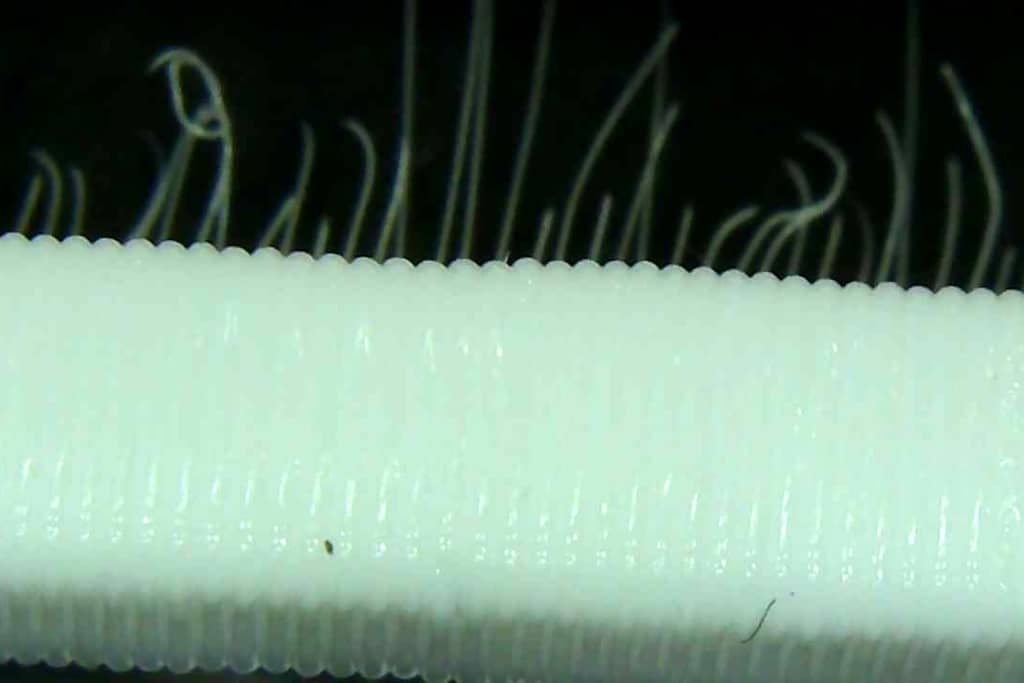
まずは柱の部分を見て、糸引きと柱の構造の精度を確認します。
220℃
230℃

240℃
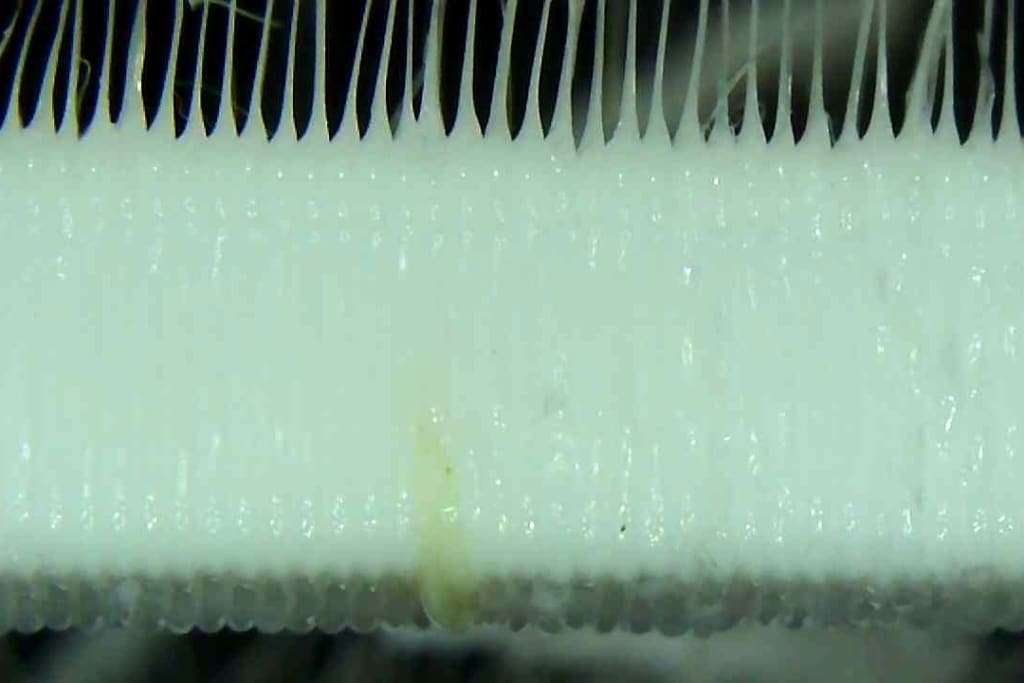
250℃
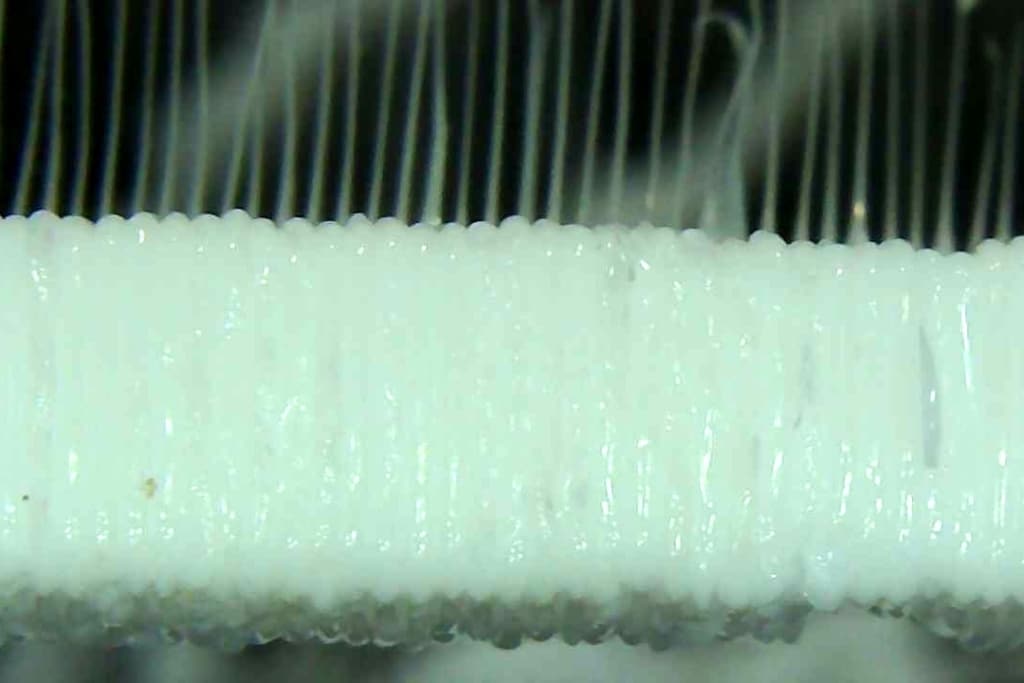
糸引きはどの温度でもしているのは、ぱっと見から分かっていましたが、顕微鏡で見てみると240℃、250℃での柱の汚さが目立ちます。
温度が高すぎて溶けすぎている上に、前回確認した通りファンの速度が50%と制限されていることから、固まる前に次のフィラメントが積層されてしまっているのかもしれません。
顕微鏡で上面を見てみる
今度は上面を見てみましょう。
220℃
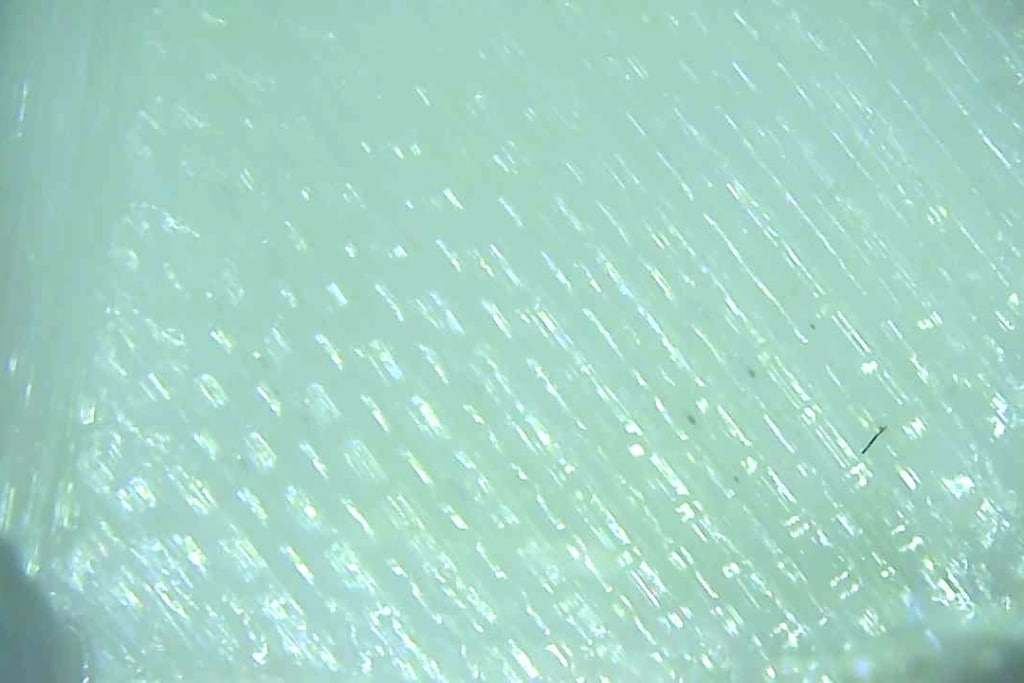
230℃

240℃
250℃
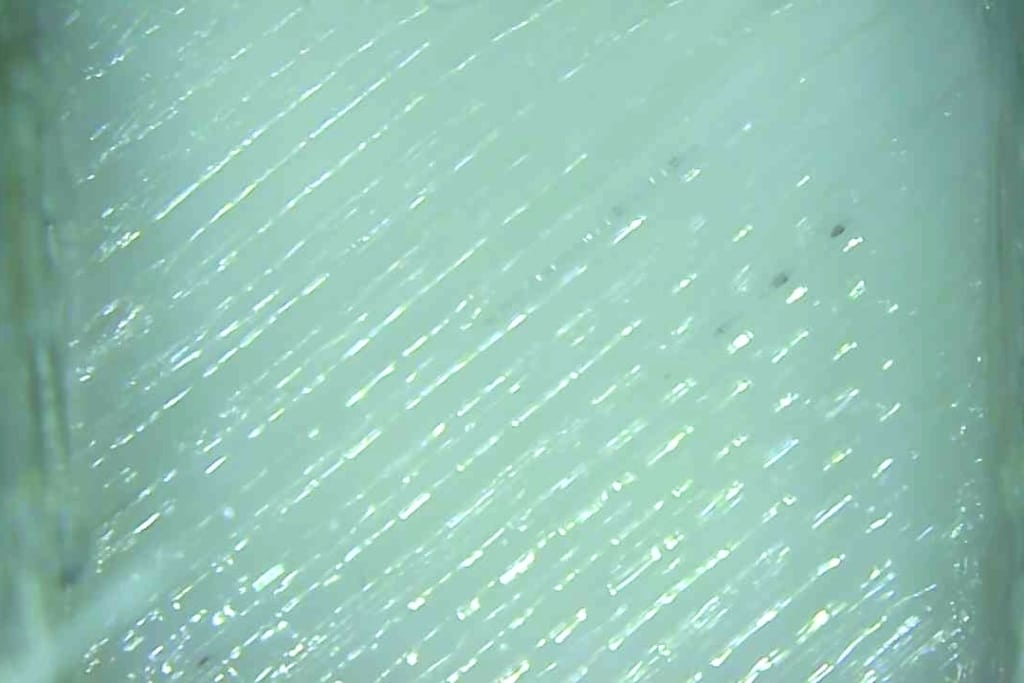
上面に関しては、あまり違いは見られません。
正直、柱の汚さから240℃、250℃だとかなり汚くなるかなと思ったのですが、ほとんど変わらない結果にびっくりしました。
となるとやはり問題点は糸引きということになりそうです。
温度を下げてみる
糸引き対策ということで、温度を下げて210℃でもプリントしてみました。
左が210℃、真ん中が220℃、右が230℃です。
温度を下げても糸引きは解消しませんでした。
引いている糸の太さは細くなったかなぁと思わなくもないですが、特に210℃と220℃で糸引きの差はないと言えるでしょう。
顕微鏡で柱を見てみましょう。
こちらも特に220℃と変わらないですね。
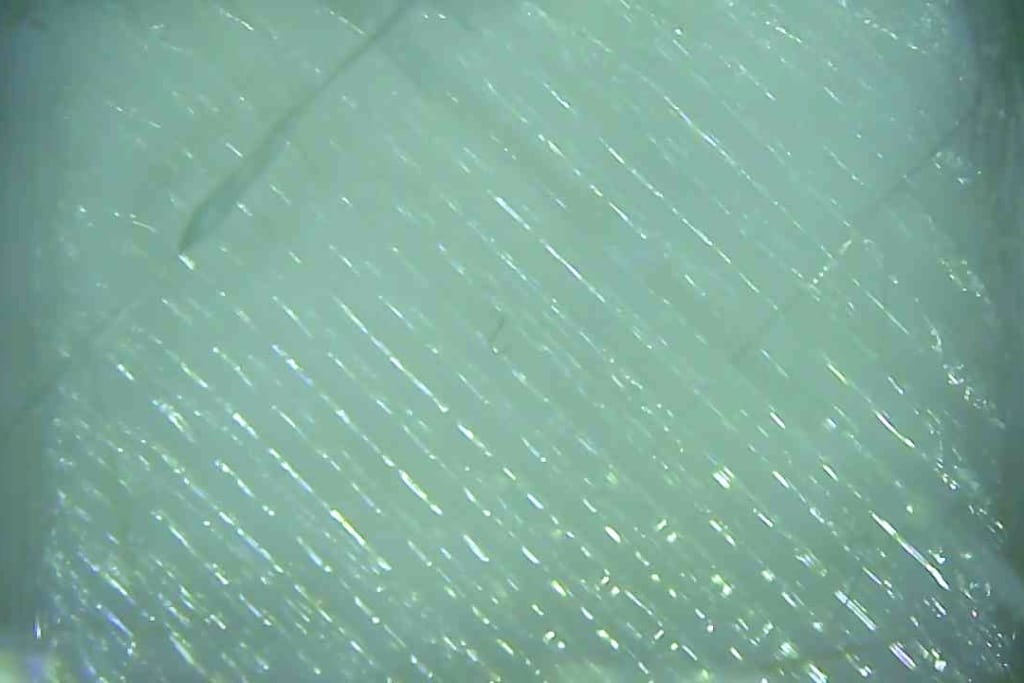
次に上面を見てみましょう。
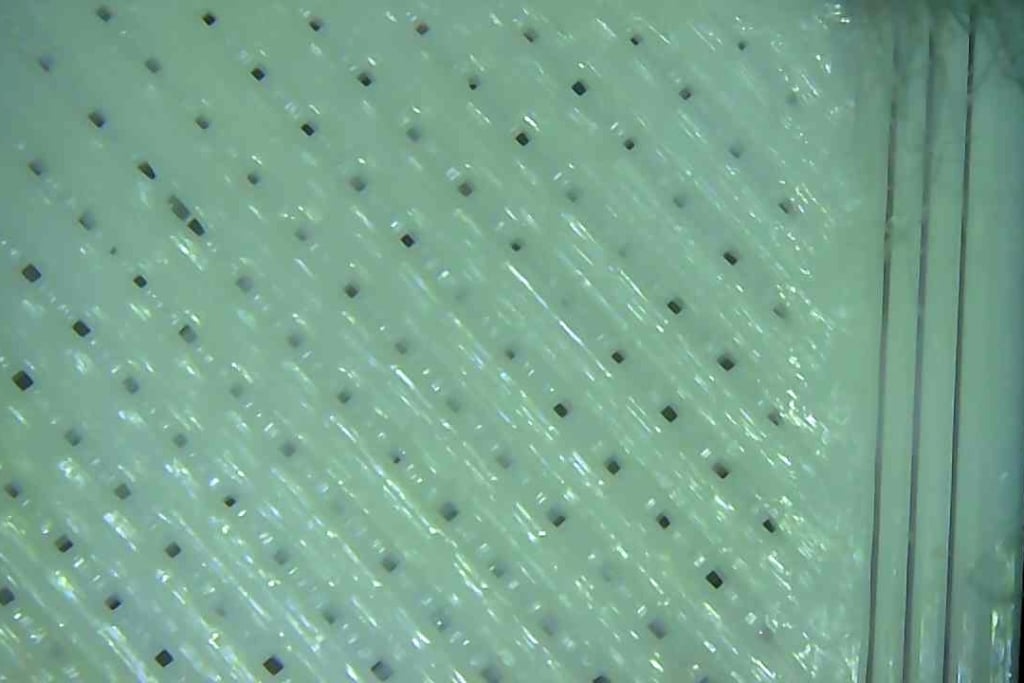
ここで大きな差が出ました。
印刷温度を210℃まで下げてしまうと、面方向での積層が細くなり、穴が空いてしまうようです。
これはフィラメントを溶解する温度が低すぎて、フィラメントが十分に溶けていないことが原因だと考えられます。
こうなってしまうと温度を下げるのは得策とは言えないでしょう。
まとめ
今回は印刷温度210℃から250℃まで検討してみました。
210℃になるとフィラメントの溶解が足りず、面方向での積層に穴が空いてしまいました。
また240℃、250℃だと柱状の構造のような細い構造物が汚くなり、糸引きが激しくなります。
ということで220℃、230℃辺りが印刷温度としてはいいというのが今回の結論になります。
ただ220℃、230℃でも糸引きはしてしまうので、なんらかの対策が必要になりそうです。
対策に関しては、また今度考え、実行してみることにしましょう。
とりあえず次回はビルドプレート温度を検討してみたいと思います。
ということで今回はこんな感じで。
コメント