検討するフィラメント
これまであまり検討したことが無かったのですが、フィラメントを溶かす温度、つまりはノズルの温度をちょっと色々いじってみたいという衝動に駆られました。
とりあえず今、ホルダーにセットされているフィラメントで、何段階か温度をいじって、造形にどういった影響があるのか試していきます。
そのフィラメントというのが「Creality PLA」です。

やっぱりまずは純正を使ってみようということで、最初に買ったフィラメントです。
これまで印刷温度 200℃、ビルドプレート温度 60℃でプリントしていますが、特につまりが生じるなどの問題がなく、非常に使いやすい印象があります。
一点、ちょっと困っているのは、3Dプリンタがいじれるのは、土日くらいなのですが、1週間放置すると、フィラメントが途中で折れることがあることです。
毎回だいたい同じ場所で折れるので、変なテンションがかかっているのと、エクストルーダーでギアを押し付けによって、折れているようです。
私もまだ何種類もフィラメントを試したわけではありませんが、もし初心者の方が初めてフィラメントを買うとしたら、このフィラメントで全然綺麗に造形はできると思います。
ということで、今回はこのCreality純正のPLAをいじめていくことにしましょう。
テストに使用する構造を考える
温度を変えるとどんな問題が起こるのか、イメージしつつ、テストに使用する構造をデザインしていきましょう。
まず温度を下げると、ノズルからフィラメントが出なくなり、ノズル詰まりを起こすことでしょう。
そのちょっと上の温度だと、フィラメントはノズルから出てくるが、ダマになって出てきてくると予想します。
逆に温度が高いと、プリントされても固まる温度まで下がるのに時間がかかり、フィラメントが糸を引いたり、だれたりするのではないでしょうか。
つまり今回注目したいのは、プリントされたフィラメントがダマになるのか、糸を引くのかといったところです。
そこで四角形の底面から、4本の柱が突き出した形のデザインをしていきます。
もしフィラメントがダマになれば、どんな構造でも分かりますし、糸を引くとしたら、柱から柱へ移るときに糸が伝わってしまうことでしょう。
FreeCADでデザインする
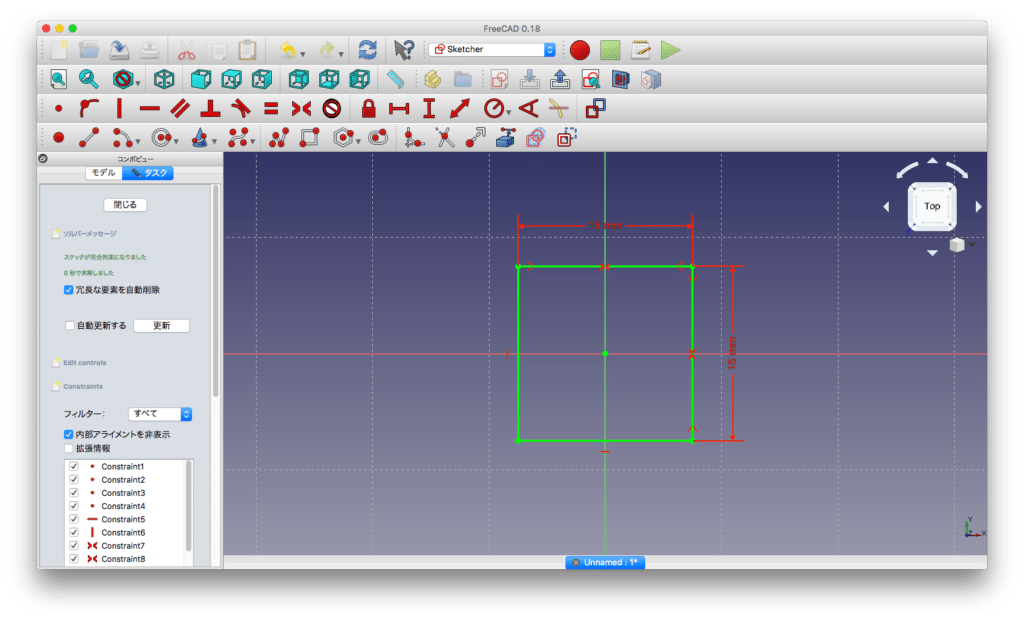
いつも通り、FreeCADを起動し、新規作成、XY平面にスケッチを作成します。


適当に四角形を描き、

縦線の中心をX軸に、横線の中心をY軸に拘束し、

縦線、横線の長さを15 mmに拘束します。

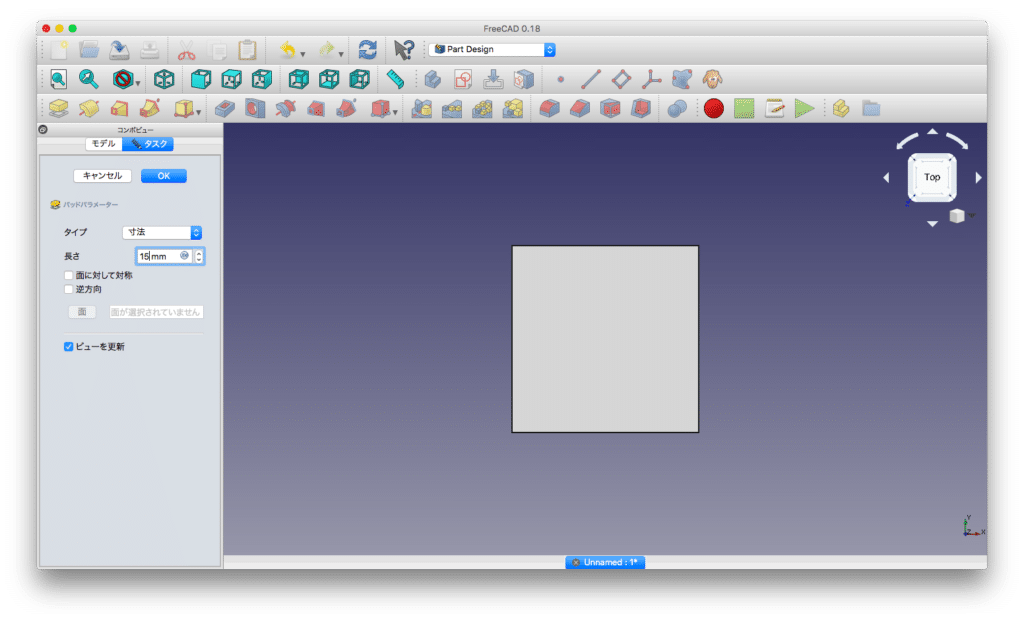
一旦スケッチを抜け、パッドでスケッチを15 mm 押し出します。

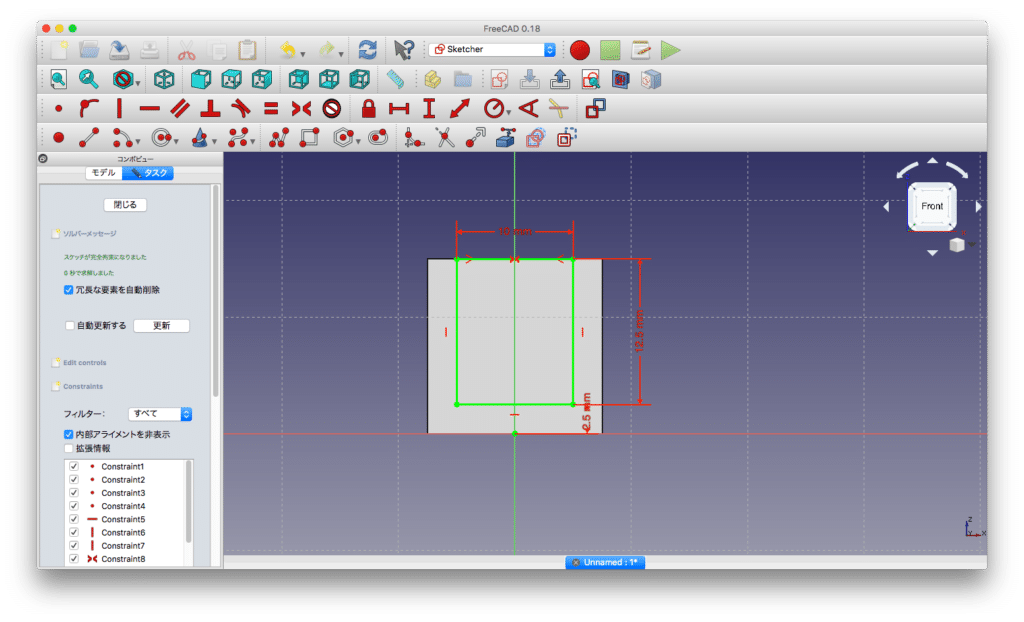
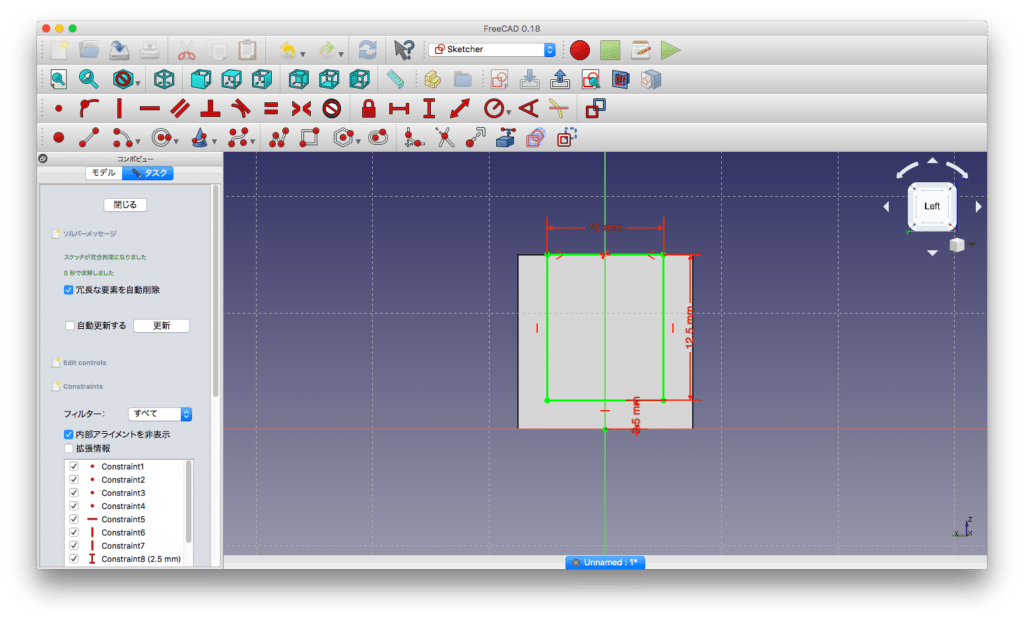
今度は側面にスケッチを作成し、適当に四角形を描きます。
横線の中心をY軸に拘束し、
右下の点から、X軸までの距離を2.5 mm、
横線の長さを10 mm、縦線の長さを12.5 mmに拘束します。
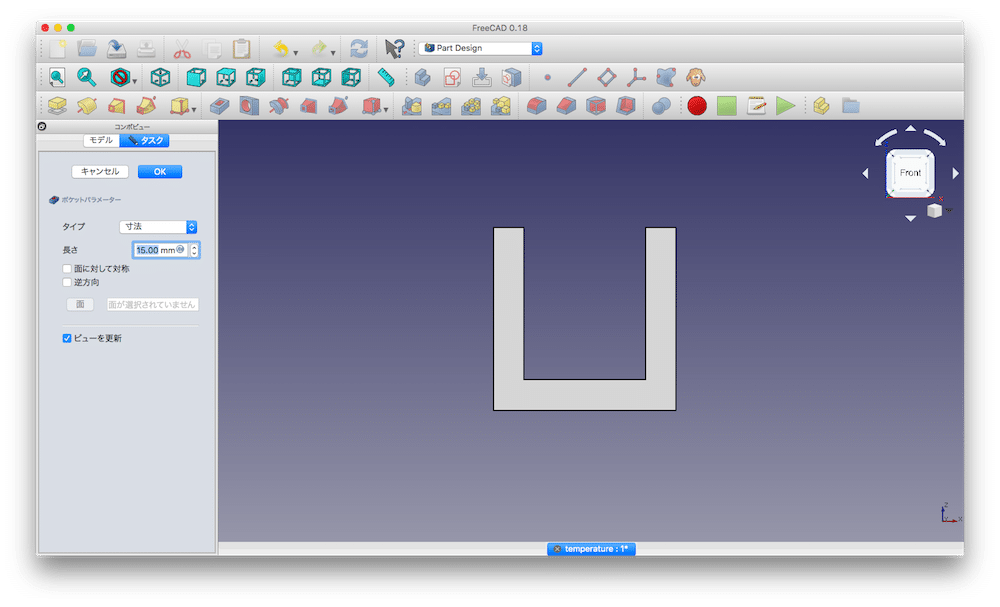
スケッチを抜け、ポケットで15 mm削ってしまいます。

次に削っていない側の側面にスケッチを作成し、適当に四角形を描きます。
横線の中心をY軸に拘束し、
右下の点から、X軸までの距離を2.5 mm、
横線の長さを10 mm、縦線の長さを12.5 mmに拘束します。
スケッチを抜け、再度ポケットで15 mm削っていきます。
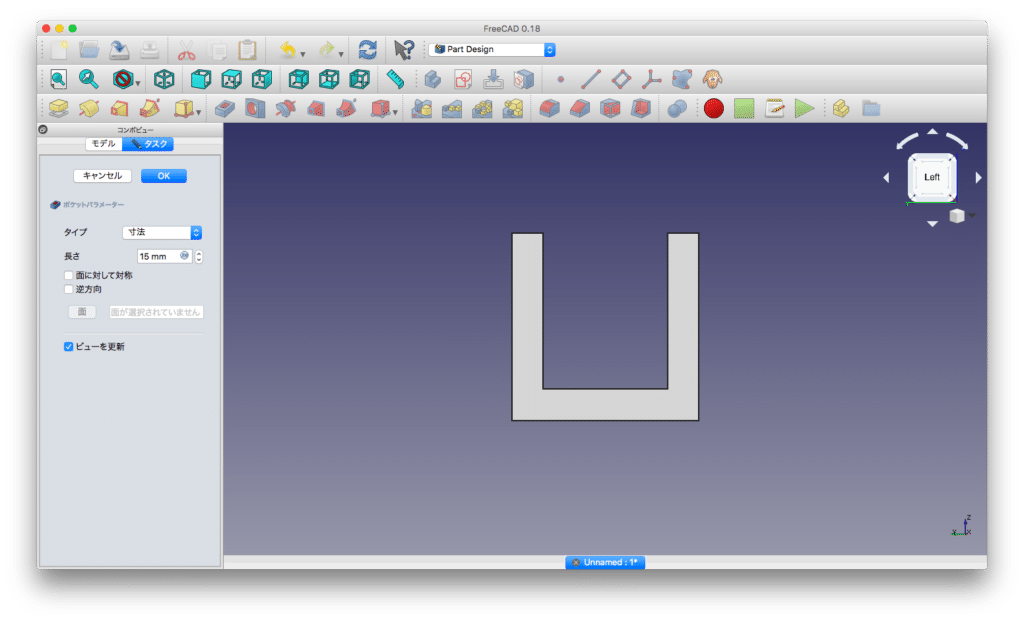
これで4本の柱ができているはずです。
斜めから見てみましょう。
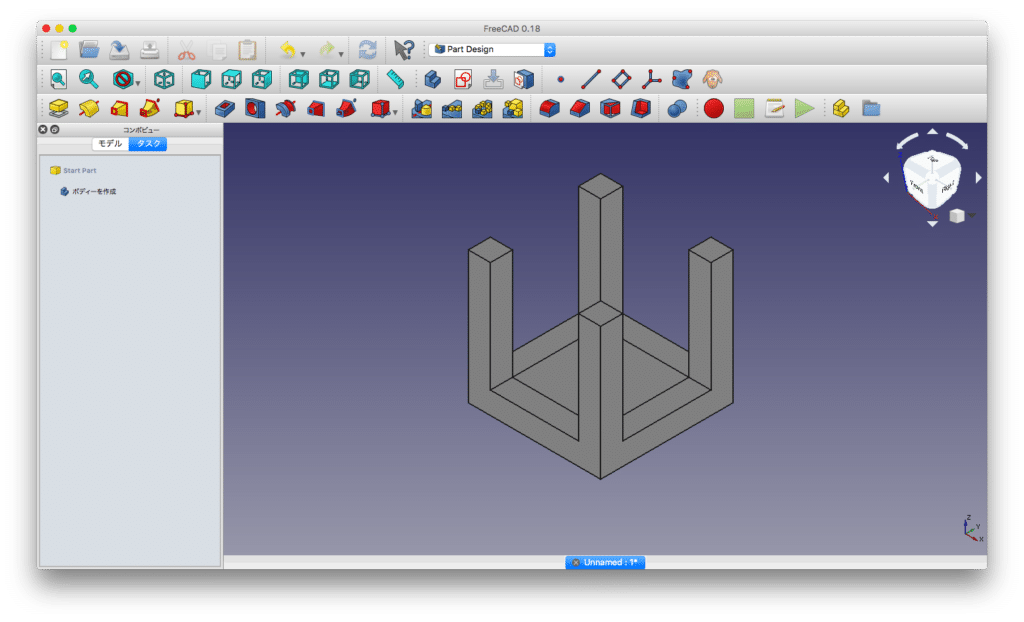
底面があって、そこに4本の柱がちゃんと立っていますね。
ではこのデータを保存して、stlファイルにエクスポートしておきましょう。
ここにデータをアップロードしておきますので、ダウンロードはご自由にどうぞ。
これで印刷温度を変えて、どう影響するか試してみましょう!
プリント条件
ではでは温度を変えて印刷してみて、どんな違いが出るのか確認していきましょう。
ちなみにこれまで使っていたデフォルトの印刷温度は200℃なので、その前後の温度を検討してみます。
今回のプリント条件は、
カスタム設定
プロファイル:Normal – 0.15 mm
印刷温度:180℃から230℃まで10℃刻みで変更
ビルドプレート温度:60℃
サポート:無し
ビルドプレート密着性:無し
でいきます。
今回は温度を変えるだけですので、プリントにかかる時間やフィラメントの量は変わりません。
一回のプリントにかかる時間は14分、コストは1.77円ということでかなりリーズナブルに検討できますね。
印刷結果(全体感)
とりあえず結果を見てみましょう。
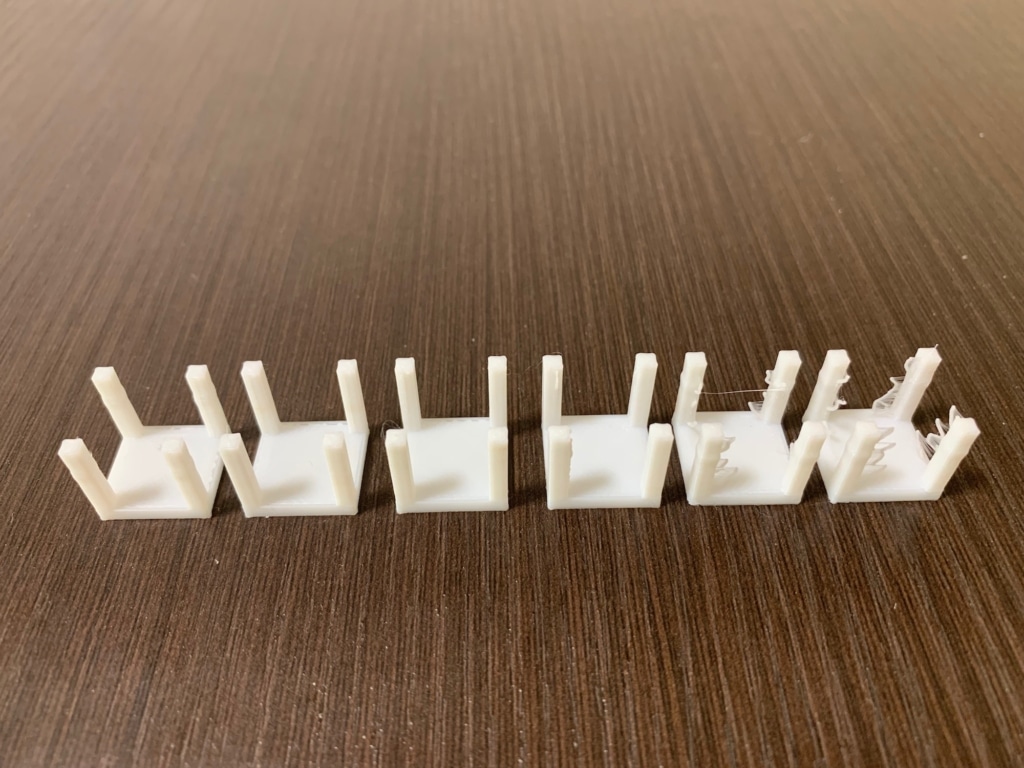
左から180℃、190℃、200℃、210℃、220℃、230℃になります。
ぱっと見だと、220℃から造形が乱れているのが分かります。
やはり温度が高くなると、柔らかい時間が長くなり、糸を引いてしまうようです。
その反面、意外と底面はそれほど乱れておらず、どの温度でも綺麗な造形ができています。
次に一つ一つ細かく見ていきましょう。
印刷結果(詳細)
印刷温度が低いものから、細かく見ていきましょう。
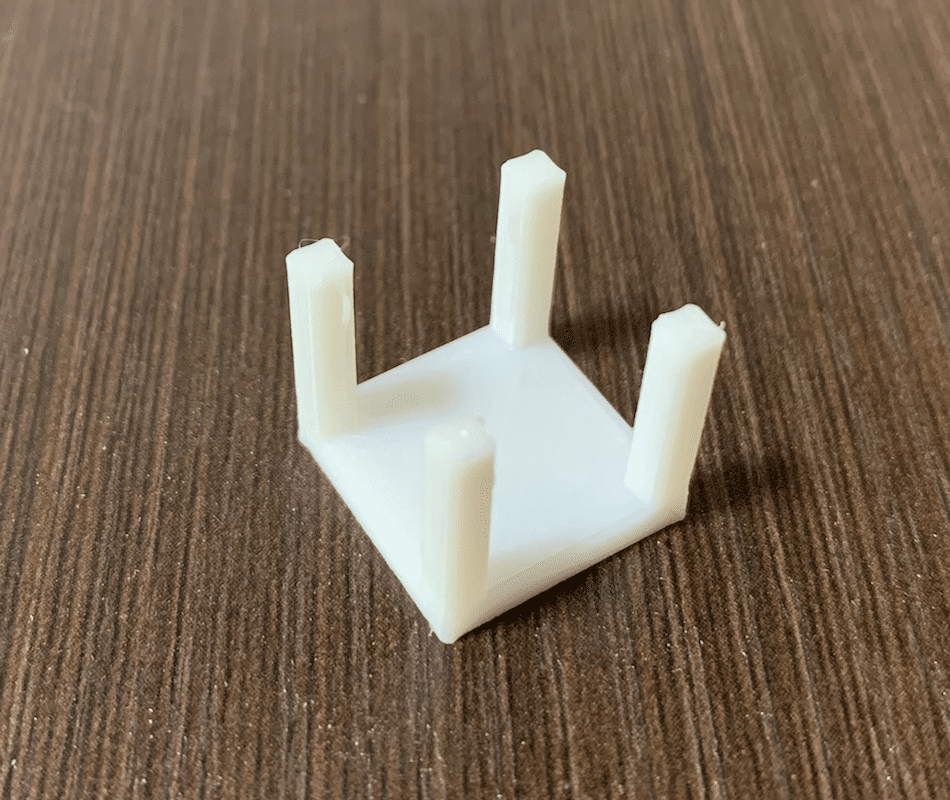
まずは適正温度(だと考えていた)の200℃からいきましょう。
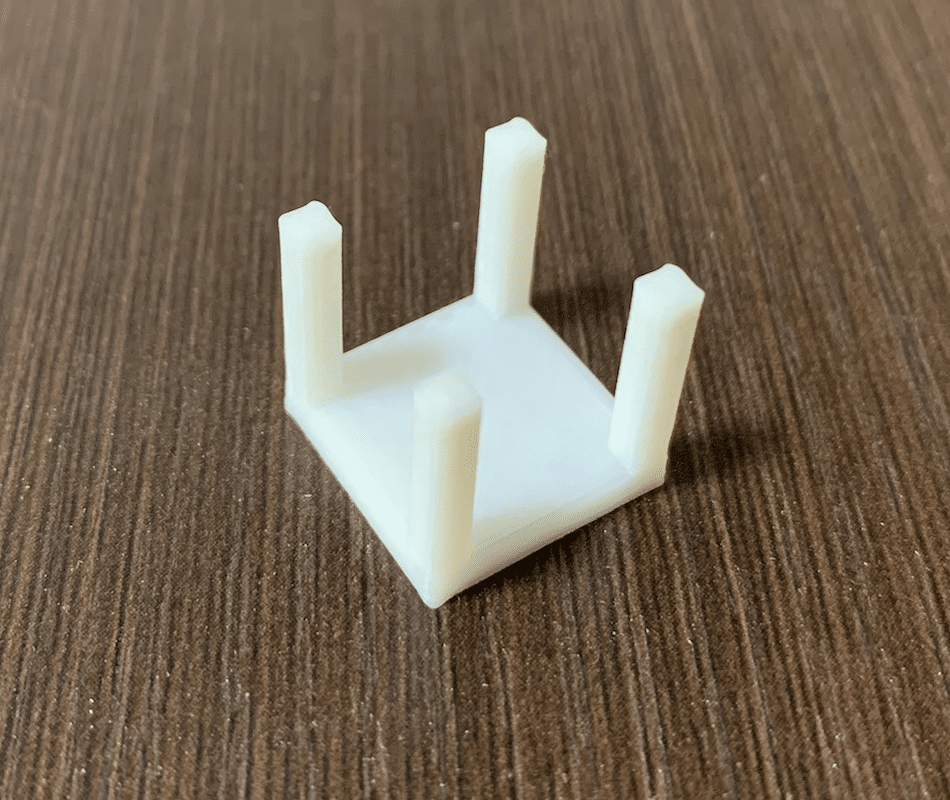
さすが適正温度(だろう)というくらい綺麗に造形できています。
これくらいの細さの柱でもしっかり一本一本糸を引かずにプリントできており、文句ない造形精度です。
ここからは低い温度から見ていきましょう。
ということで次は180℃。
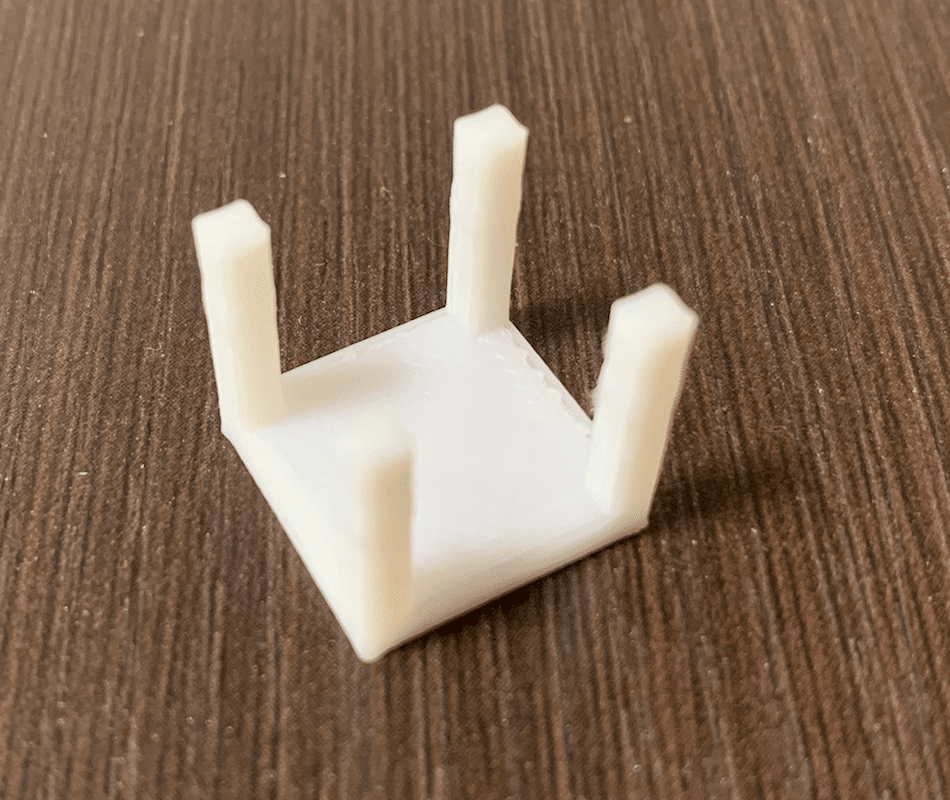
驚きだったのが180℃です。
適正温度である200℃よりも20℃も低いのに、ダマダマになったり、ノズルが詰まったりせず、結構しっかり造形できています。
しかし確かに柱の部分でぷっくりと膨らんでしまったところもあります。
また少し細い毛のように糸を引いている部分もあり、温度が低くても打ち出したフィラメントを引っ張るということがあるようです。
次に190℃。
190℃は、特に問題なくプリントできていますね。
今まで適正だと思っていた200℃と変わらずプリントできるということは、意外とフィラメントの適正温度範囲は広いのではないでしょうか?
正直200℃とはもう少し差が出てくれると思っていました。
ここからは適正温度の200℃よりも高い温度になっていきます。
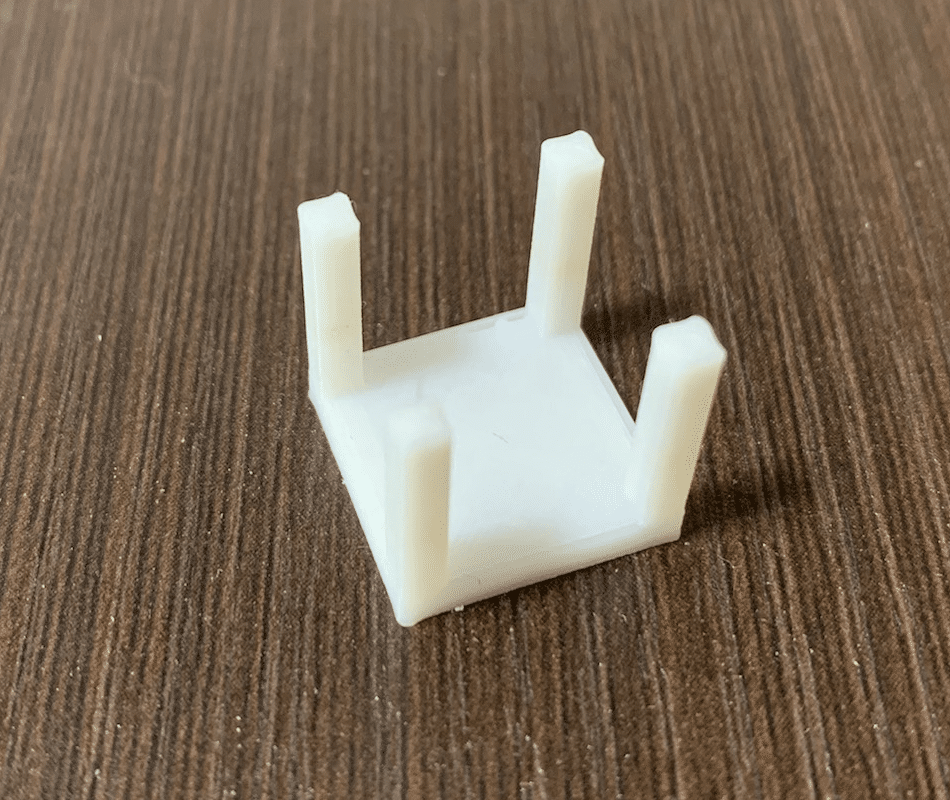
ということで次は210℃。
210℃だとぱっと見綺麗に造形できているように思えますが、細かく見ていくと造形が乱れているところが出てきています。
柱の所々に盛り上がったところが出来ており、多分温度が高すぎて糸を引きそうになったところだと思われます。
適正温度は200℃だと思っていたのですが、こうみると190〜200℃で大体10℃前後の範囲が適正なのかもしれません。
次は220℃。
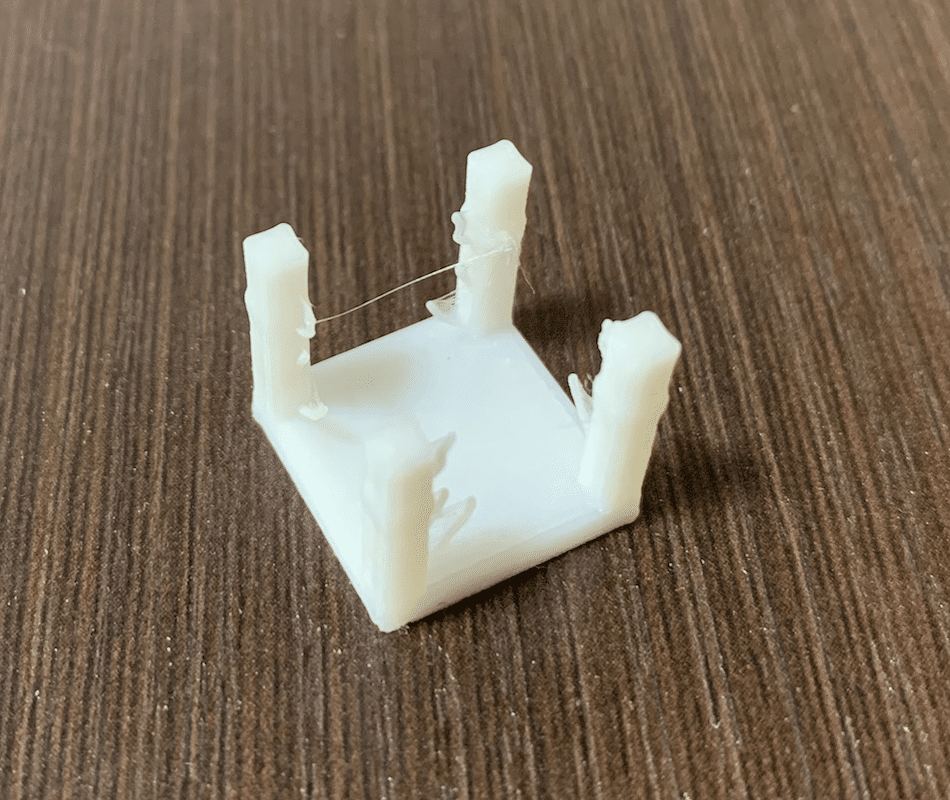
糸の引きが激しくなり、太いフィラメントの外れが出てきており、その外れたフィラメントから細かい糸が引いています。
ここまでいくとかなり温度が高すぎるということでしょう。
こうなってしまうと造形失敗と言ってしまってもいいレベルで造形が汚いです。
最後は230℃。
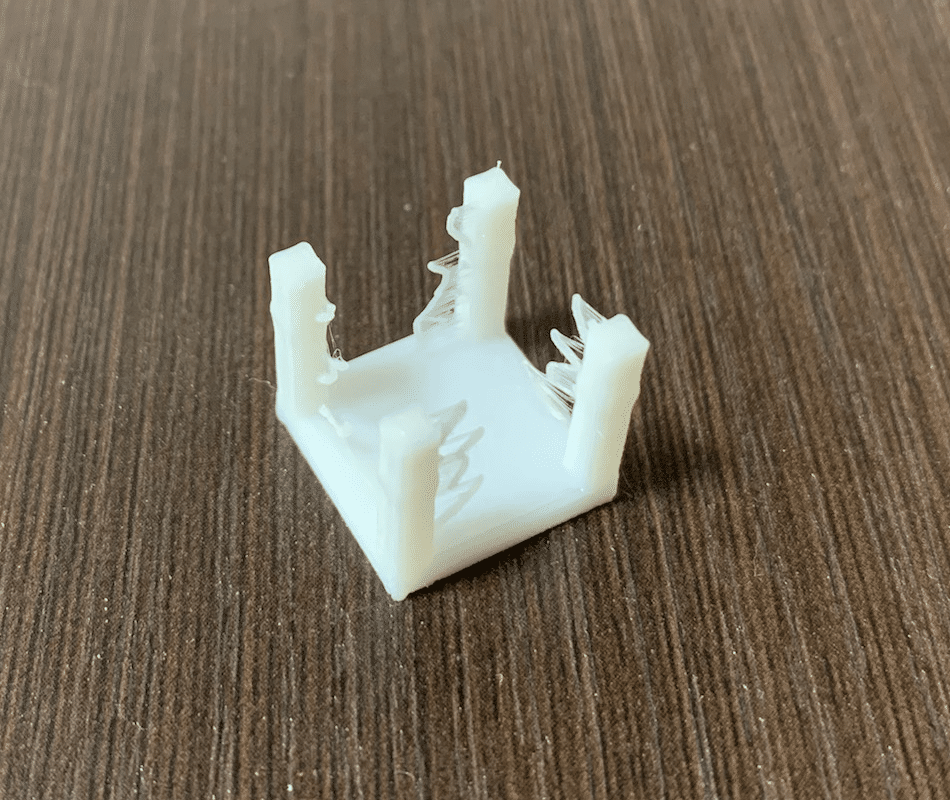
220℃の造形の乱れがさらにひどくなっています。
太いフィラメントの剥がれとそれに橋渡しするように細い糸が繋がっています。
これもやはり失敗の部類に入ることでしょう。
まとめ
今回の結果では、思ったよりも下の温度はしっかり造形でき、温度が上がると糸を引いて造形が乱れるという結果になりました。
温度が上がった場合の糸を引くという現象は予想していました。
実はこれは結構言われていることで、糸を引く場合は温度設定を見直すのが3Dプリンタの基本になります。
温度を下げた場合、今回は意外と綺麗に造形できているのはちょっとびっくりしました。
しかし温度を下げると、ノズル内でフィラメントを溶かす能力が下がるので、フィラメント詰まりは起こりやすくなることでしょう。
今回は1つのプリントに14分とかなり短い時間しかかかっていないので、高い温度の場合も、低い温度の場合も、長時間プリントした場合、どう言った影響が出るかは分かりません。
フィラメントを購入した時は、マニュアルに記載されている温度を試しつつ、何段階か温度を調整してベストな温度を探すことも重要だと今回の結果で分かりました。
ただあまり極端な温度に設定してしまうと故障の原因になるので、ほどほどにしてあげてくださいね。
他のフィラメントも準備をしてあるので、そのうちに試していきたいと思います。
次回はCreality PLAフィラメントを使って、適切なビルドプレート温度を探ってみたいと思います。
とりあえず今回はこんな感じで。
コメント