レイヤー高さはサポートに大きな影響を与えるのか?
前回、サポートで綺麗にプリントできる角度は30°以上であるという結果が得られました。
しかし、もしかしたらレイヤー高さを薄くすることによって、さらに低い角度でも綺麗にプリントできるのではないかという期待が生まれました。
ということで今回はレイヤー高さ0.2 mmから0.12mmに変えて、プリントしてみたいと思います。
プリントする構造は前回と同じで、こちらに置いておきますので、ダウンロードはご自由に。
初期レイヤー高さの確認
今回、重要なのは「レイヤー高さ」ですが、その中でもビルドプレートと接触するレイヤーの高さである「初期レイヤー高さ」が低くなることが重要です。
ただ「初期レイヤー高さ」の項目は最初は出ていないので、まずはこちらを表示させましょう。
品質の欄にマウスを乗せ、出てきた歯車をクリックします。

「初期レイヤー高さ」のチェックボックスにチェックを入れます。
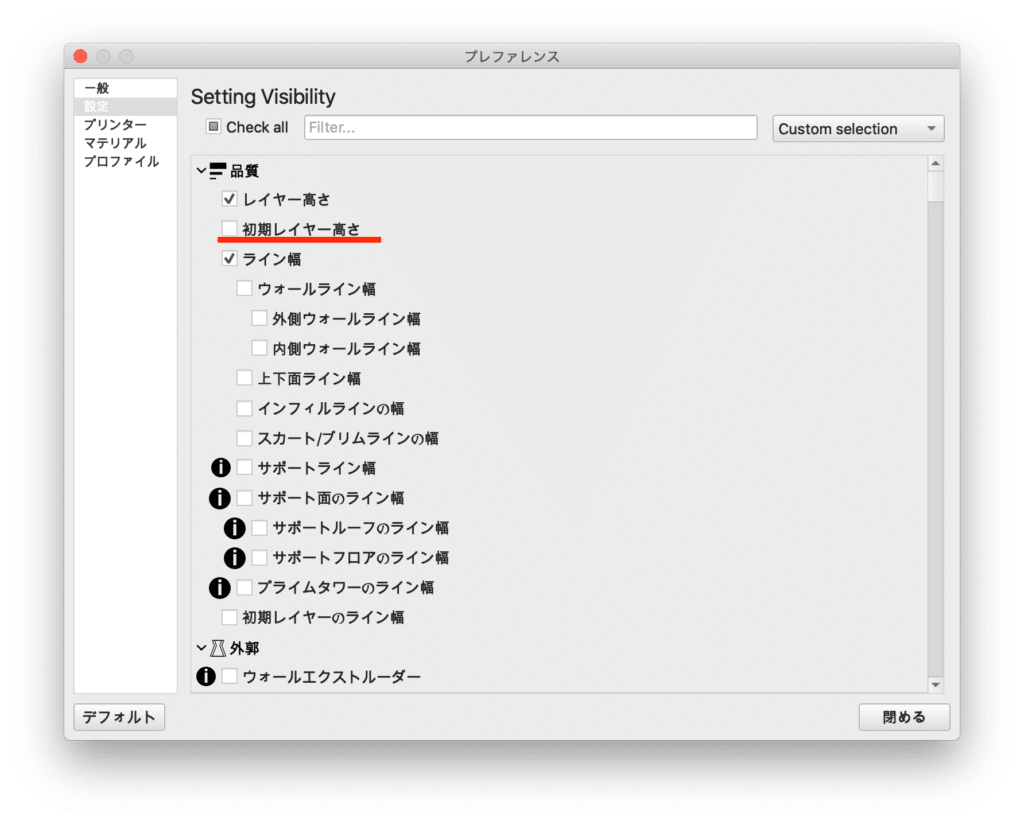
「閉じる」をクリックすると、品質の項目に「初期レイヤー高さ」が追加されます。
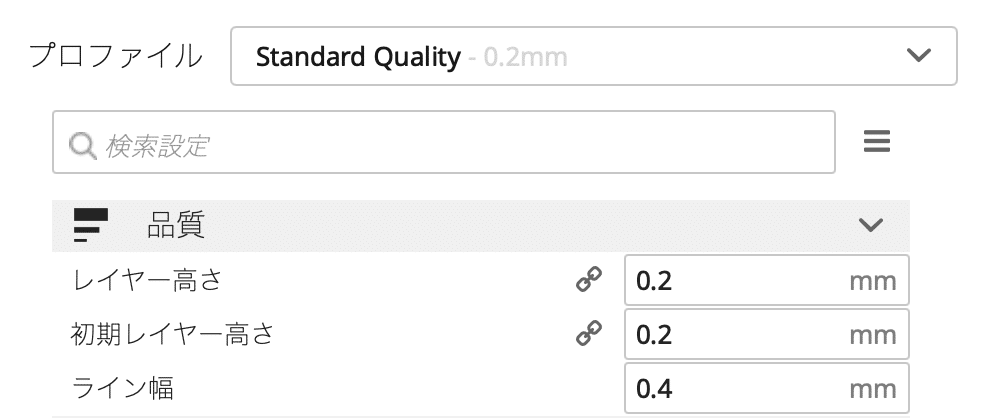
プロファイルが「Standard Quality -0.2 mm」の時の「初期レイヤー高さ」は0.2 mmのようです。
今回はプリント設定のプロファイルを「Super Quality -0.12 mm」にしましょう。
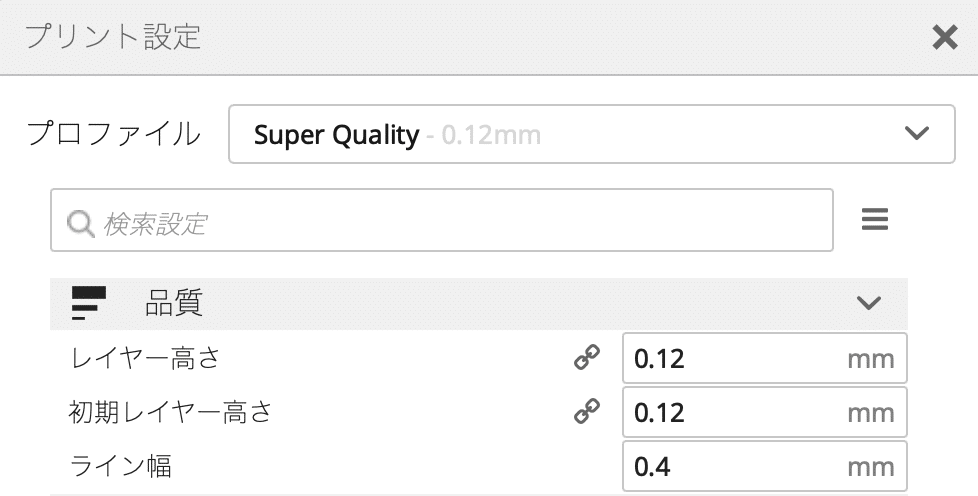
すると「初期レイヤー高さ」は0.12 mmになりました。
普通の「レイヤー高さ」と「初期レイヤー高さ」の値が違うかなと思ったのですが、今回は同じでちょっと残念な結果に。
スライス条件
気を取り直して、スライスしましょう。
先ほどの通り、プロファイルを「Super Quality -0.12 mm」にします。
他はサポート以外デフォルトです。
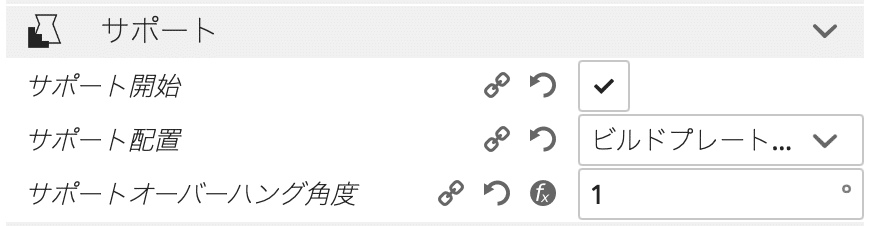
サポートの設定は、サポート開始:オン、サポート配置:ビルドプレートにタッチ、サポートオーバーハング角度:1°とします。
ではこの条件でスライスしてみます。
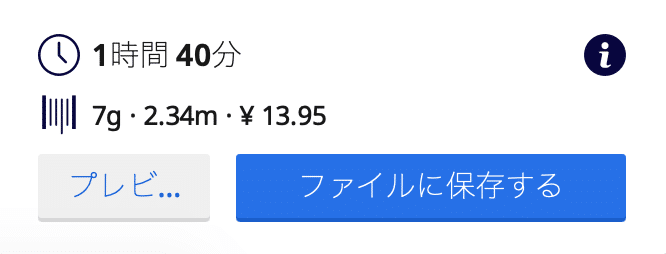
やはり「レイヤー高さ」が小さくなったことで、プリント時間が伸びました。
前回、0.2 mmで57分だったので、レイヤー高さが0.6倍になった0.12 mmでは100分、つまり1時間40分で計算上時間はぴったり合いますね。

この条件で前回とどれくらい差が出るのか分かりませんが、とりあえずプリントしてみましょう。
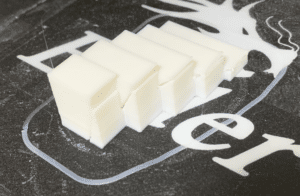
プリント結果
というわけでプリント出来ました。
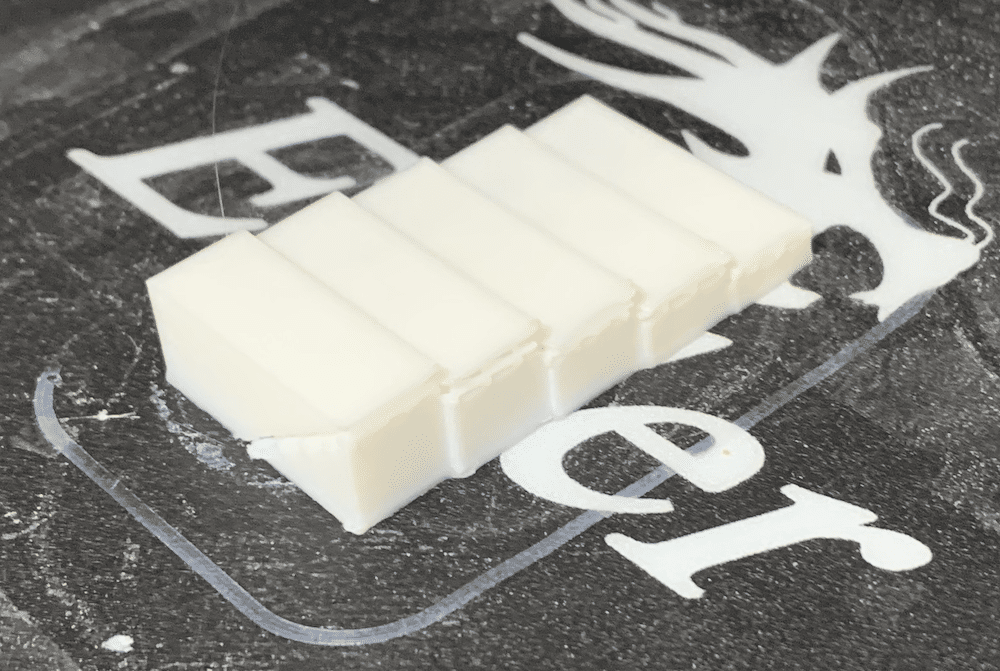
ぱっと見は積層は細かくなっているものの、前回とそうは変わらない感じがします。
ビルドプレートから外してみました。
ここも特筆することはなく、前回と同じです。
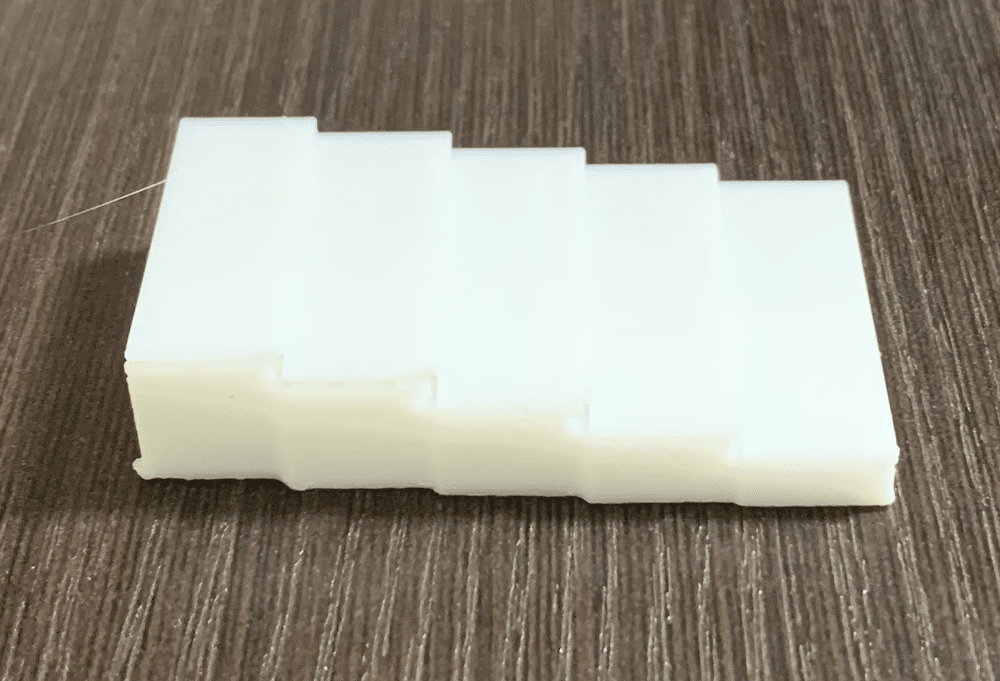
裏面を見てみましょう。
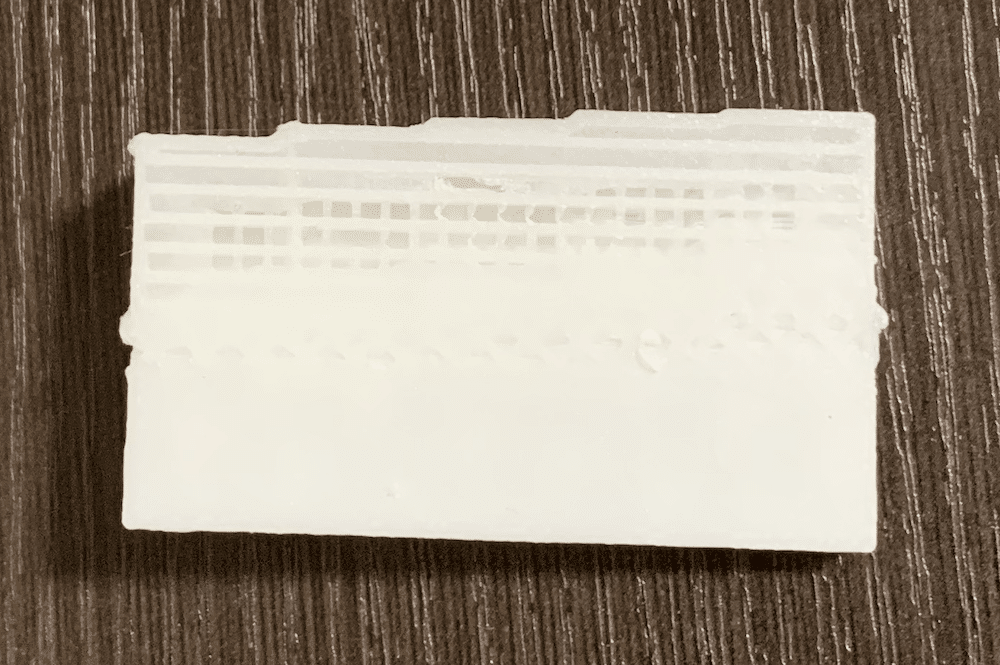
この面は特に綺麗になっている感じはしません。
ということでサポートを外してみました。
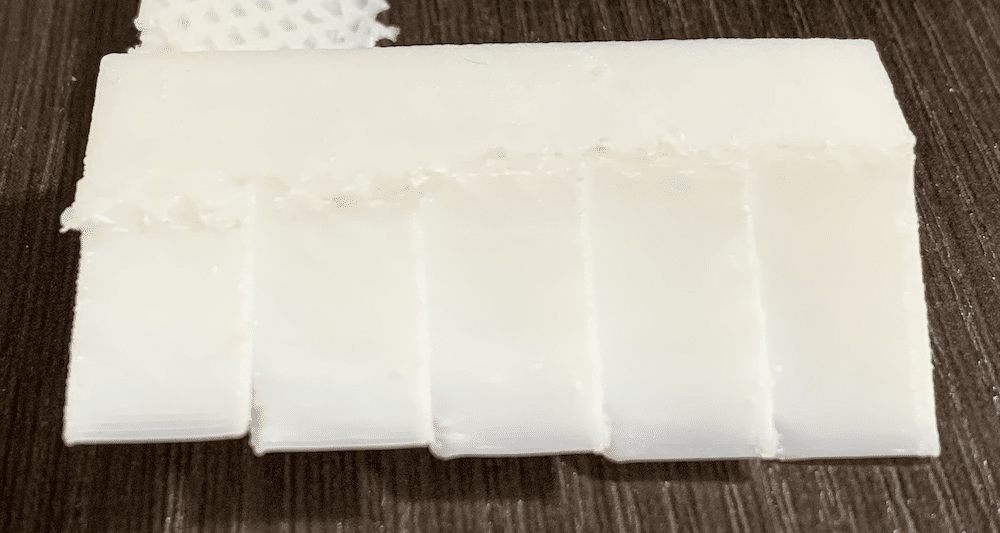
やはり今回も造形物にサポートが残ってしまっています。
細かいところは後で顕微鏡で見てみることにしますが、あまり改善できていないようでちょっと残念。
ちなみにサポートを外すときに結構力が必要だったのは前回同様です。
こちらはサポート側です。
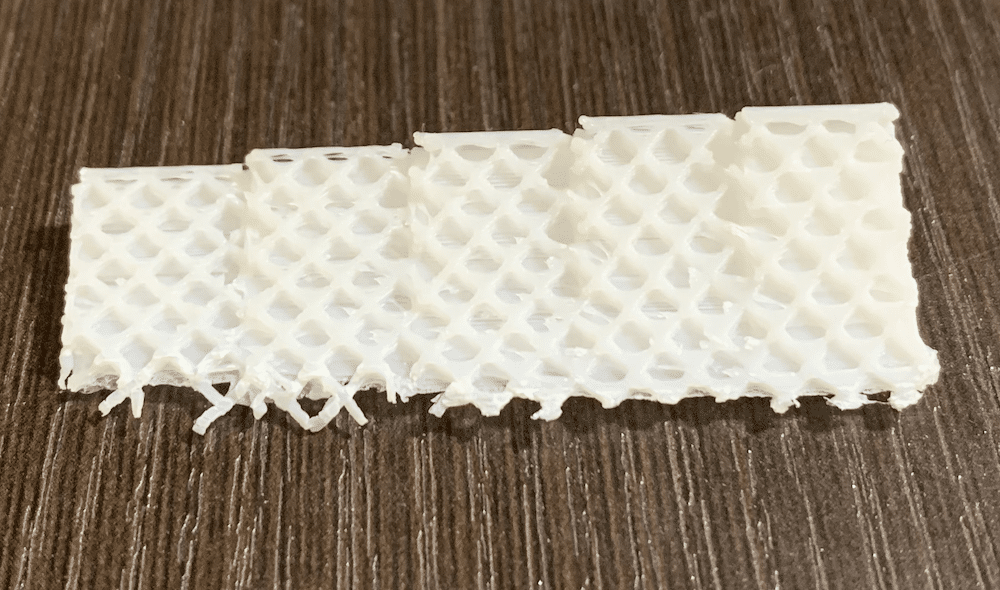
今回もやはり全ての角度に網状構造が出来ていて、サポートとして機能していることが分かります。
とりあえず全体的には前回とあまり変わらない感じがするので、顕微鏡で見ていくことにしましょう。
底面の造形物とサポートの境界
今回は造形物とサポートの接触面よりも、底面の境界が改善したかが重要なポイントになります。
ということで先に底面の造形物とサポートの境界を見てみましょう。
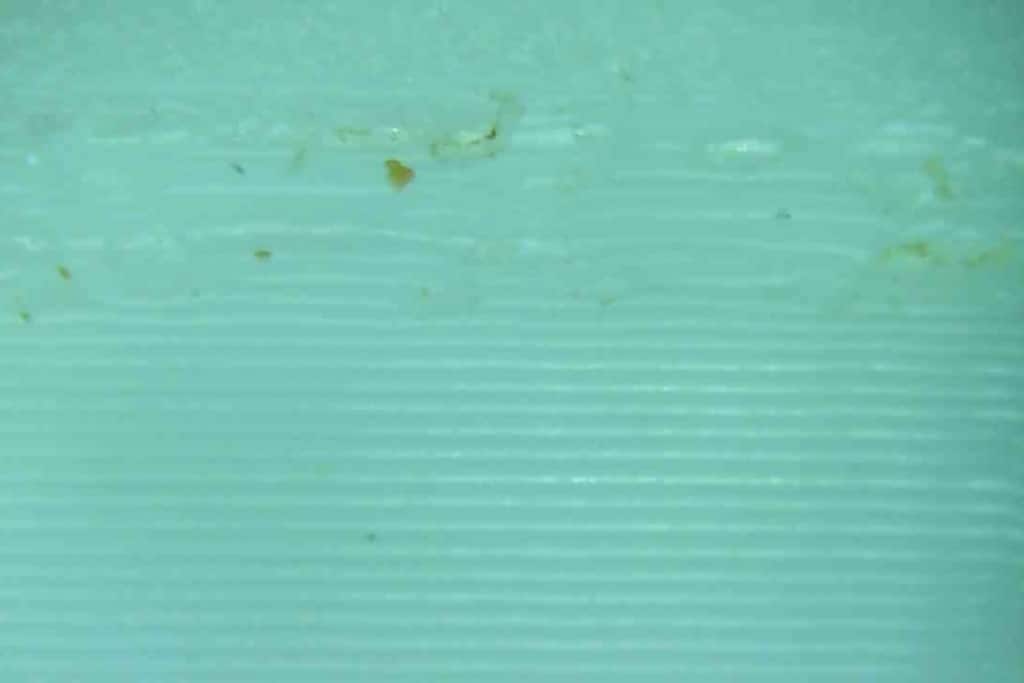
まずは15°。

残っているサポートは網状構造の半分くらいでした。
ただそれよりもサポート跡が結構残っている感じがします。
次に20°。

残っているサポートは半分よりは少なく、大体30%くらいでしょうか。
そして25°。

ほとんどサポートの残りはありませんが、多少サポート跡が残っています。
次に30°。

こちらもサポートの残りはありませんが、サポート跡が残っています。
最後に35°。
35°だとサポート残りはありませんし、サポート跡もほぼないと言えるレベルまで綺麗になりました。
こうみると僅かではあったのですが、レイヤー高さを小さくした恩恵はあるようです。
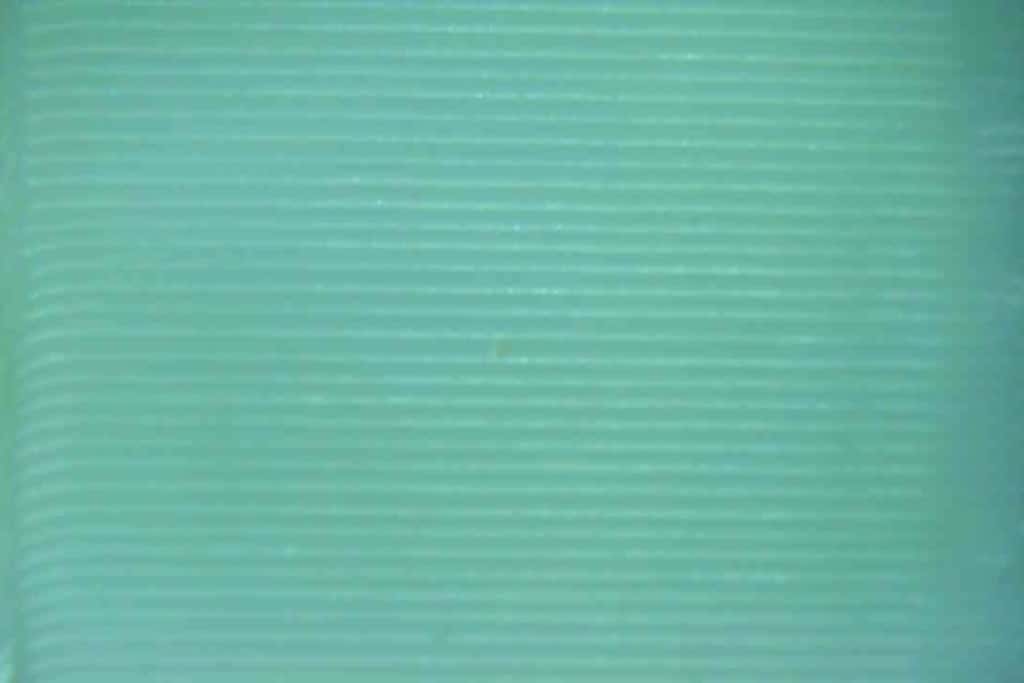
サポート接触面
今回はおまけ的ですが、サポートの接触面も見ておきましょう。
まずは15°。
サポートの網状構造の跡が残っているのが見えます。
目で見たときでもぱっと見は分かりませんが、よく見ると見えるというレベルです。
次に20°。
こちらもサポートの網状構造の跡が微かに見えますが、15°よりはましかなという感じがします。
次に25°。
25°になるとサポート跡は見えなくなりました。
積層も綺麗に出来ています。
そして30°。
サポート跡は全く見えず、かなり綺麗に造形できています。
最後に35°。
こちらもかなり綺麗に造形できていて、文句はないレベルです。
まとめ
今回はレイヤー高さを小さくすることで、低角度のオーバーハングの際、底面で造形物とサポートの境界が綺麗になるか検討してみました。
結果として、僅かではあるのですが、レイヤー高さを小さくすると確かにサポートが境界ギリギリまで取り切れるようになった感じがします。
しかし「感じがします」というように、その差は僅かで、ぱっと見でみるレベルでは大きな違いが感じられません。
また底面という場所から見ると、取れようが取れなかろうがいいレベルだと思います。
さらに言うと、構造によってサポートの取れやすさは変わってくるでしょうし、これ以上はモデル構造で検討しても仕方ないなと感じました。
ということで4回に渡って検討してきたサポートが綺麗にプリントできる角度としては20°以上で、底面も気にする場合は30°以上ということで結論としておきます。
ただもう1つ気になることが。
最初に大まかに角度を検討した際、オーバーハングの角度が45°以上の場合は、サポートがサポートとして機能していないことがありました。
もしサポートをプリントしてもサポートとして機能していないのであれば、サポートを形成しない方がプリント時間の節約になるでしょう。
ということで次回はサポートを形成してもサポートとして機能しない角度は何度なのか検討してみたいと思います。

ということで今回はこんな感じで。
コメント