Reducing printing timeとは?
Slic3rの「Infill」の設定をしている時に見かけた「Reducing printing time」という機能。

今回はこれを試してみます。
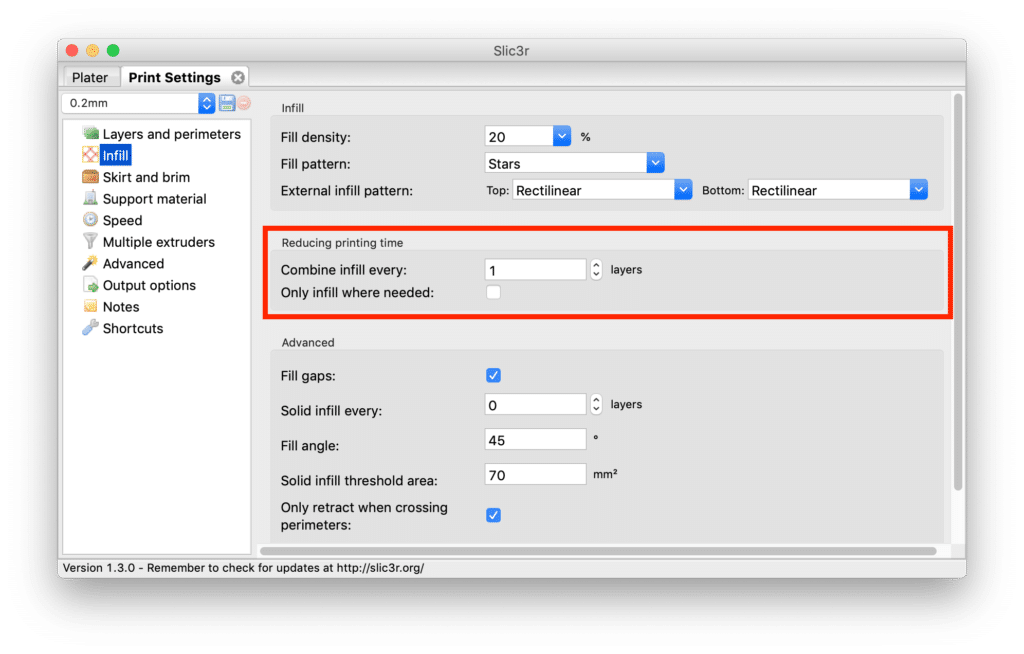
「Reducing printing time」とは、インフィルの層を毎層プリントするのではなく、何層かおきにプリントすることにより、プリント時間を短縮する機能です。
ですが、Slic3rにはプリント時間を計算する機能がないため、どれくらい短縮できるか分かりません。
また小さい構造では、あまり差が出ないことも考えられるため、今回はこの機能でインフィルの造形にどれくらい影響を与えるのか見てみたいと思います。
構造データとSlic3rの準備
今回も用いる構造データは、インフィルを検討するためのデータを使います。
データはこちらにアップロードしておきますので、ダウンロードはご自由に。
次にSlic3rの設定をしていきましょう。
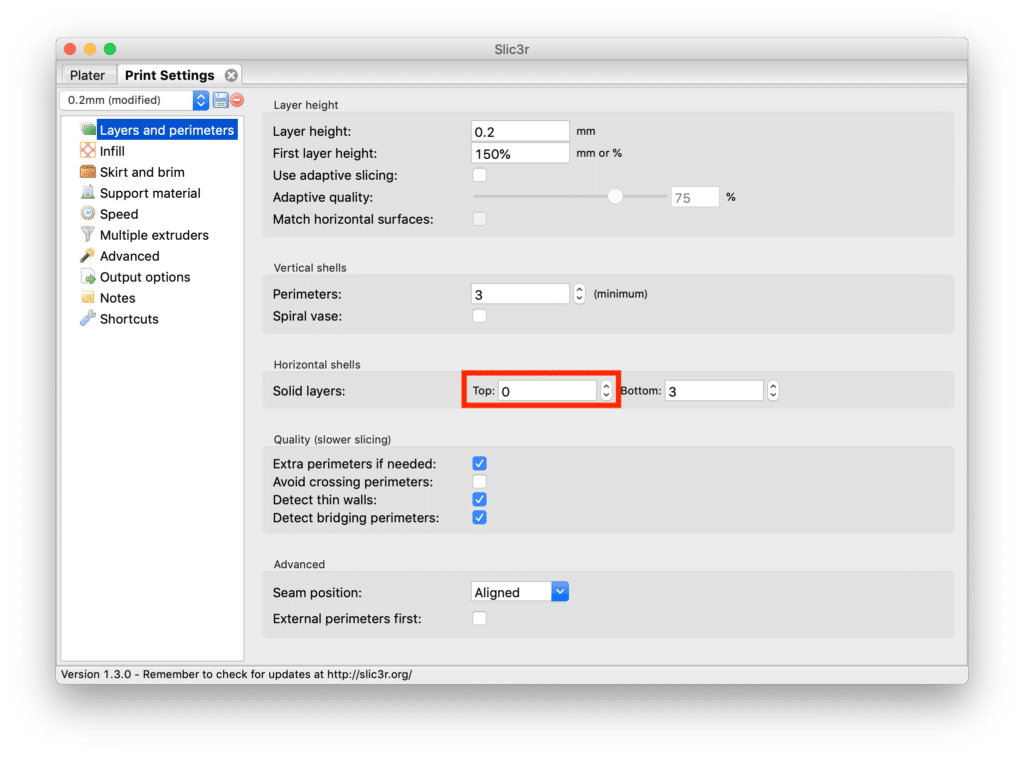
まずは今回もインフィルの構造を見たいので、上面はプリントしない設定にします。
Slic3rを起動し、「Print settings」の行の右端にある歯車マークをクリックします。

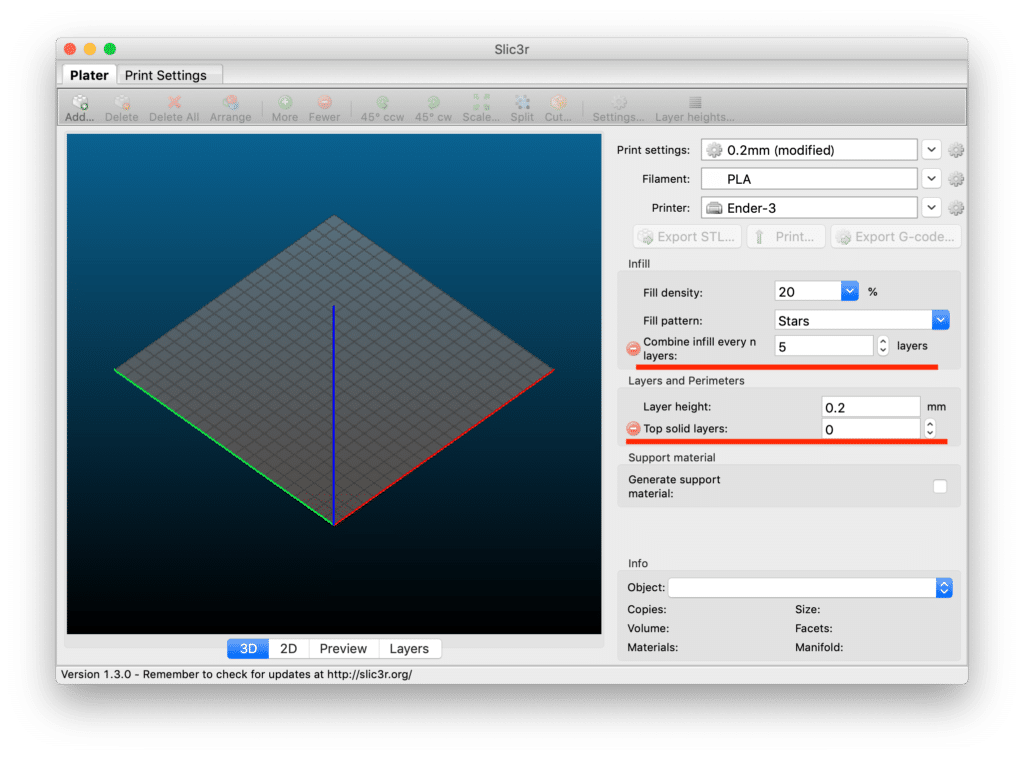
そして「Layers and perimeters」の「Horizontal shells」にある「Top」の値を「0」にします。
そして左側のウインドウの「Infill」をクリックし、「Reducing printing time」の「Combine infill every」の値を「5」にします。
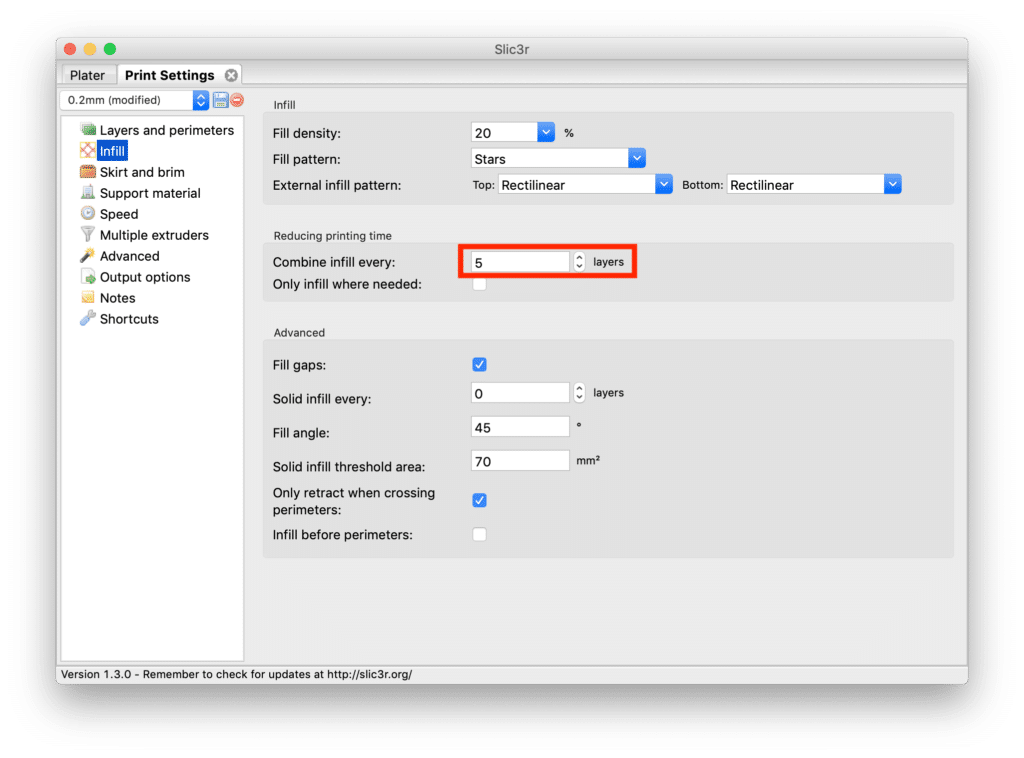
今回はこの「Combine infill every」をデフォルトの1から5まで変えてプリントしてみます。
とりあえず「Combine infill every」の値を「5」に変えたら、左上の「Plater」のタブをクリックします。

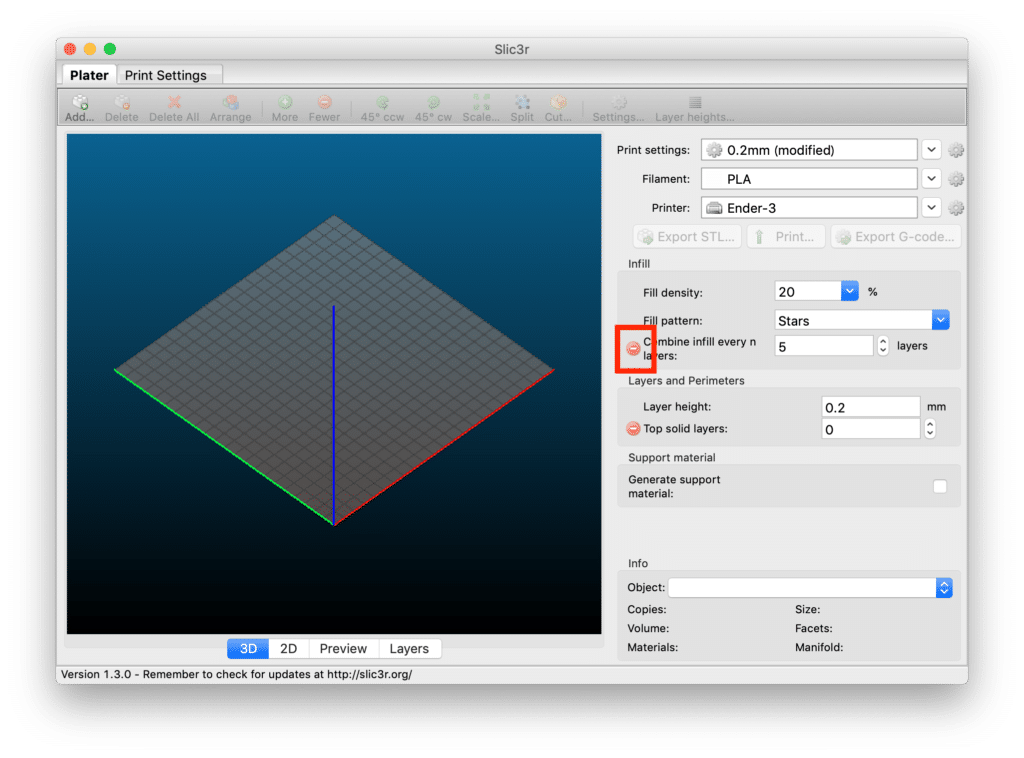
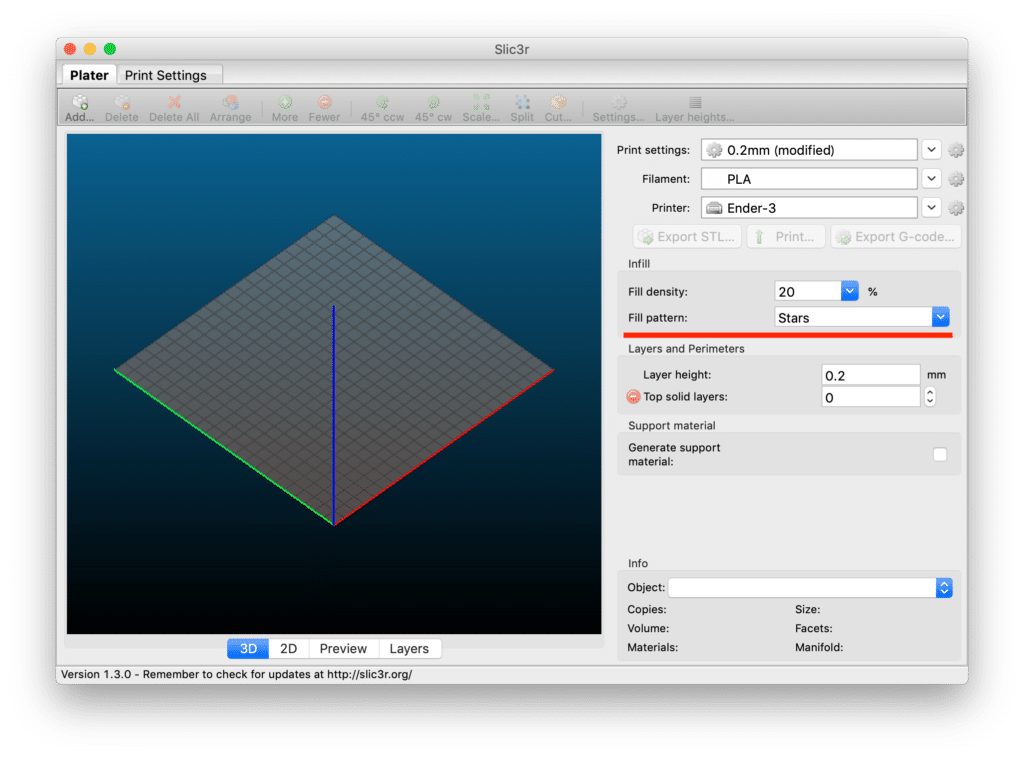
すると「Combine infill every n layer」と「Top solid layers」が追加されています。
どうやら先ほどの設定画面の値をいじると自動でショートカットが作成される仕組みになっているようです。
ちなみにこのように追加したショートカットは、その横にある「止まれマーク」をクリックすると削除されます。
スライシング結果
ということで、「Combine infill every」の値を1、2、3、4、5と変化させてスライシングしてみました。
Combine infill every : 1

Combine infill every : 2

Combine infill every : 3

Combine infill every : 4

Combine infill every : 5

やはりプリントする構造が小さすぎるのか、あまり差がでない結果となりました。
また名前に「Combine」、つまり「統合する」とあるので、インフィルをプリントしない層の前後の層は太めにプリントしたりしているのかもしれません。
プリントしてみた
ということでプリントしてみました。
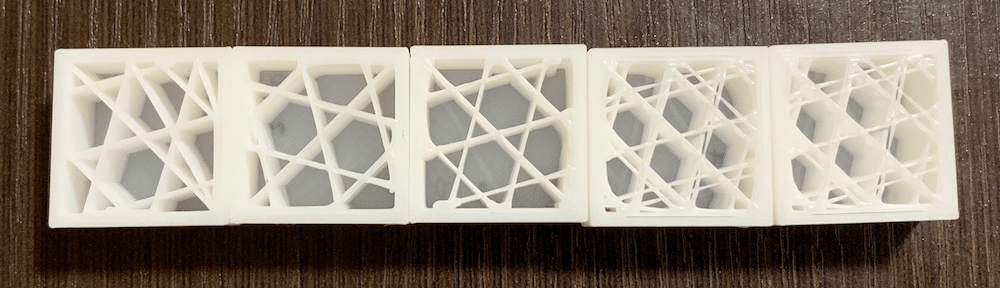
左から「Combine infill layers」の値が1、2、3、4、5です。
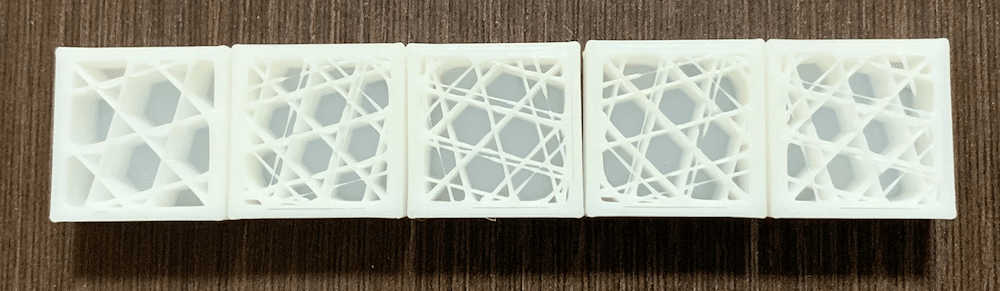
デフォルトである1は毎回インフィルをプリントするという設定なので、やはり一番綺麗にプリントできていますね。
値が2以上になると最終層で一本ずれたような線が引かれてしまっています。
あとで顕微鏡写真をお見せしますが、値が大きくなるにつれ、確かにインフィルの造形が汚くなっているのが分かります。
ただインフィルであることを考えるとこの上に層が乗るだけの強度があれば良いということになります。
「Combine infill layer」の値が5のインフィル部分を指で押してみても、それほど弱いと感じられませんでした。
多少汚かろうが、強度が下がろうがインフィルとしての機能は十分果たしてくれそうです。
顕微鏡で見てみた
顕微鏡で詳細を確認してみましょう。
Combine infill every : 1

インフィルは綺麗に積層されており、特に抜けや乱れは見られません。
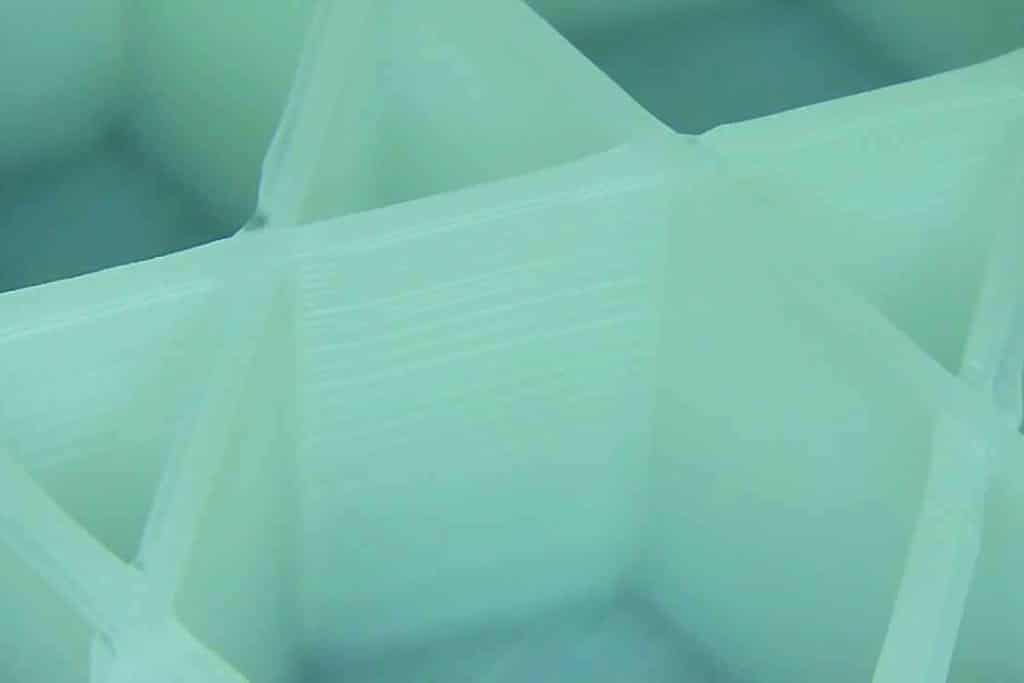
Combine infill every : 2
インフィルが少し太くなった印象を受けます。
また所々に少し層間で隙間が見られるところもあります。
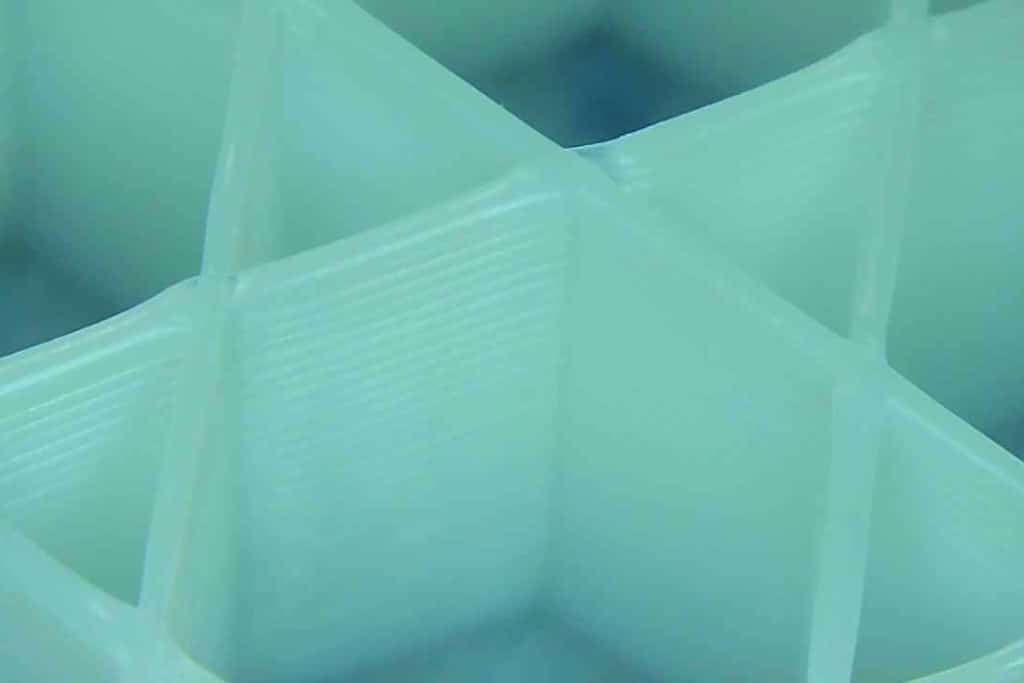
Combine infill every : 3
インフィルの層間の隙間というよりも、引っ張られ細くなったといったという感じの箇所が出てきます。
やはり値が2の時と同様、ちょっと一本一本の積層は太めではありますが、積層自体はそこそこ綺麗にできている印象を受けます。
Combine infill every : 4
値が3の時に見られた引っ張られて細くなる箇所の太さが、さらに細くなった印象を受けます。
肉眼で確認すると、もっと細くなっているところもありますが、何とか繋がっているという感じです。
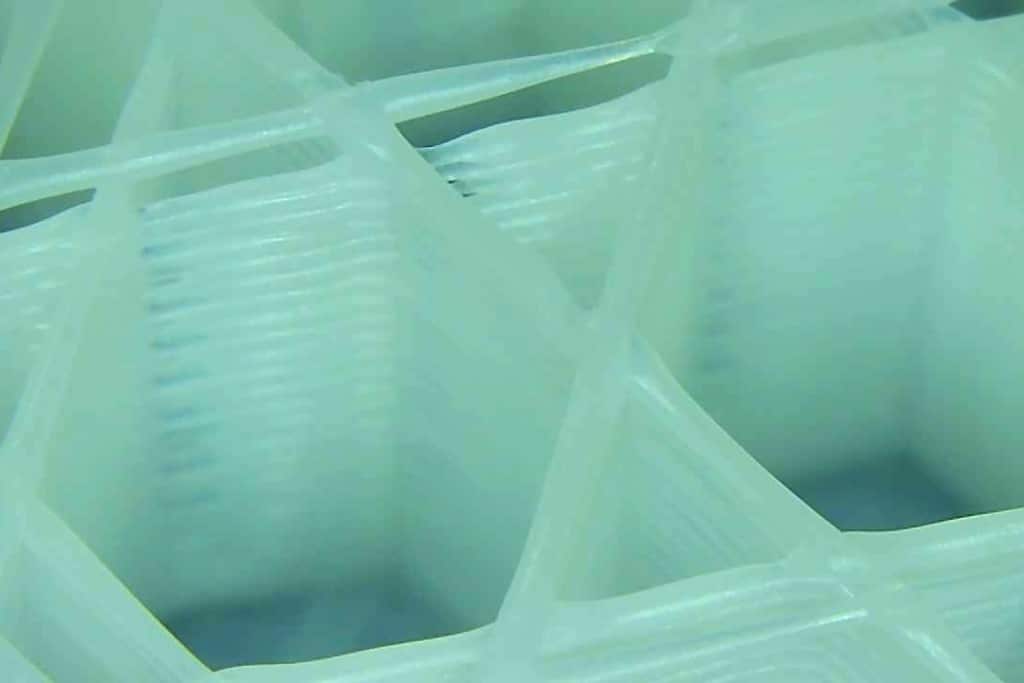
Combine infill every : 5

値が5になるとフィラメントが引きちぎれている箇所が出てきます。
こうなってくるとやはり強度への心配が出てきます。
だいたいこんな感じでしょうか。
多分、インフィルの太さは「Combine infill layer」の値によって自動で太めに調整されるのではないかなと感じられます。
そして今回は基本のレイヤー高さ(積層ピッチ)が0.2 mmとノズルの最大値である0.4 mmから考えるとそれほど太くはできなかった可能性があります。
つまりレイヤー高さを0.1 mm以下にした時、プリント時間が伸びるのを低減するためには効果を発揮するのかもしれません。
また「Combine infill layer」を5にするとかなりインフィルが細くなり、ちぎれているところがあるのを見ると、いくらインフィルと言えどもいい状況ではないと考えられます。
ということでもしこの機能を使うとしたら、値は2か3程度に抑えておくのがいいかもしれません。
仮説に基づき、再度チャレンジ
ということで失敗した原因は基本となるレイヤー高さ(積層ピッチ)を0.2 mmとしてしまったことから、ノズルの直径0.4 mmとあまり差がなかったからではないか?
そしてレイヤー高さを小さくすれば、その「Reducing printing time」の効果がより見やすくなるのではないかということから、レイヤー高さを0.1 mmにして再度チャレンジしてみます。
データやその他の条件に関しては、前回と同じなので、今回は割愛します。
ということで、いきなりスライシング結果にいきます。
Layer height : 0.1 mm, Combine infill layer : 1
Layer height : 0.1 mm, Combine infill layer : 2

Layer height : 0.1 mm, Combine infill layer : 3

Layer height : 0.1 mm, Combine infill layer : 4

Layer height : 0.1 mm, Combine infill layer : 5

「Combine infill layer」が1から3までは順調にフィラメント使用量が減っています。
しかしながら4、5は一定になってしまいました。
ということは、1から3まではその効果が見られるのではないでしょうか。
ちょっと期待ですね。
プリント結果
まずは全体を見てみましょう。
左から「Combine infill layer」の値が1、2、3、4、5です。
前回、最上層がずれいていたのは、「Combine infill layer」が2以上でしたが、今回は4、5のみずれています。
1から3までは綺麗にプリントできています。
早速、顕微鏡でインフィルの綺麗さをみてみましょう。
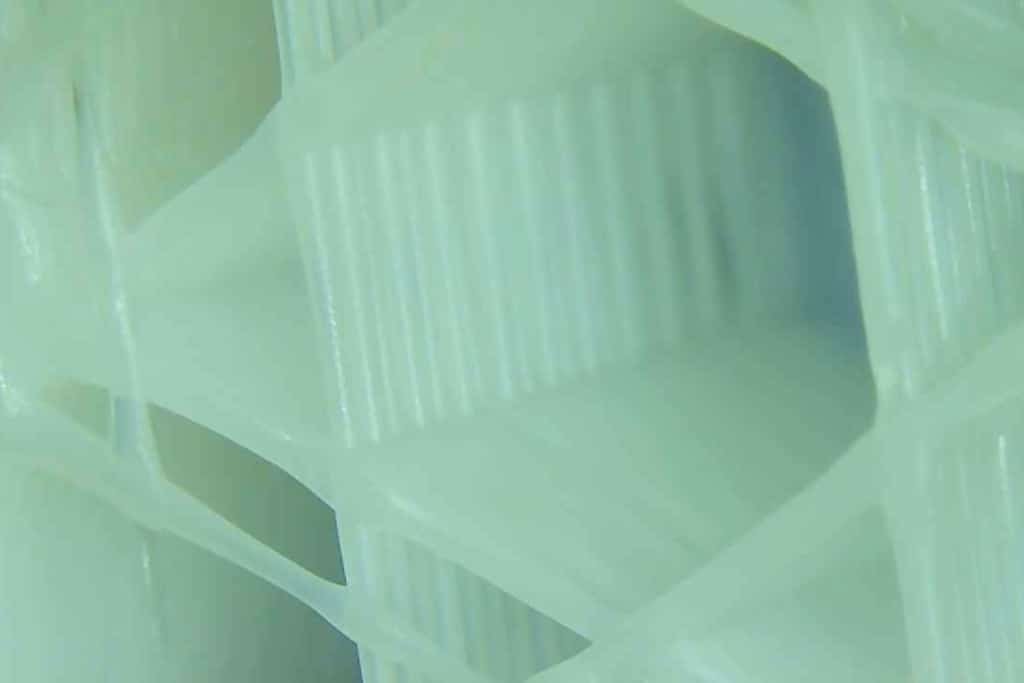
Layer height : 0.1 mm, Combine infill layer : 1

Layer height : 0.1 mm, Combine infill layer : 2
Layer height : 0.1 mm, Combine infill layer : 3
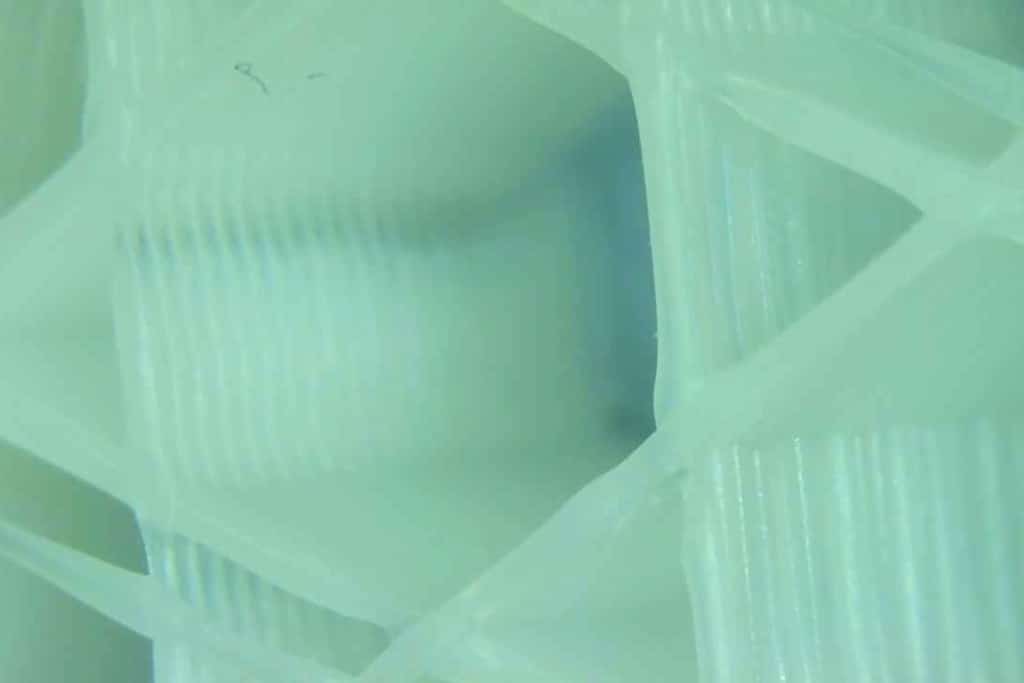
Layer height : 0.1 mm, Combine infill layer : 4
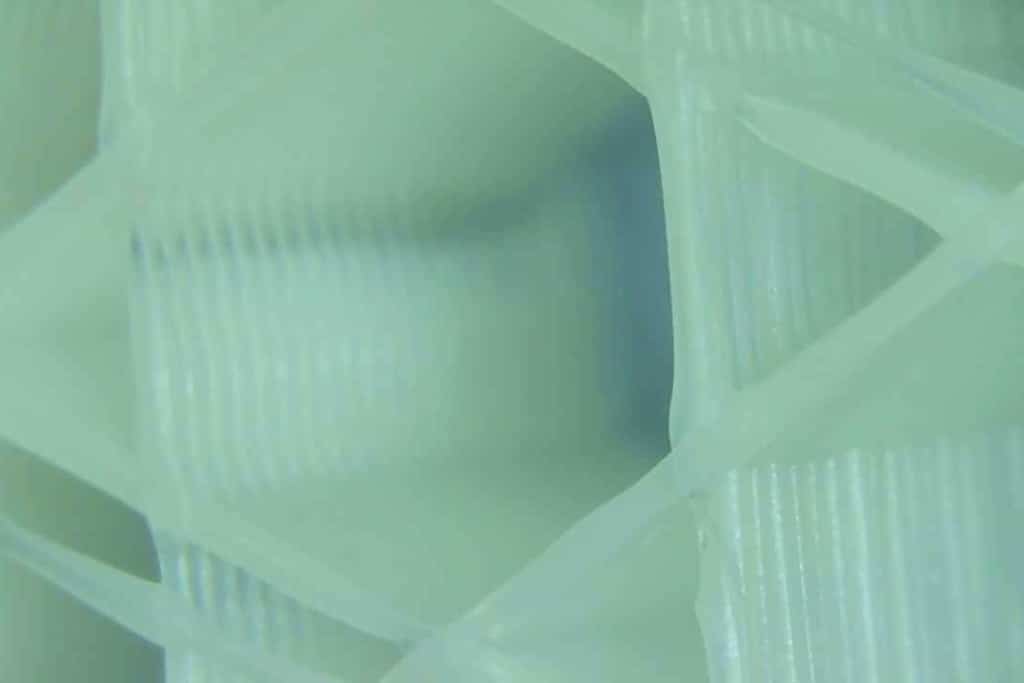
Layer height : 0.1 mm, Combine infill layer : 5

予想通りの結果となりました。
「Combine infill layer」が1から3まではインフィルの太さが太くなり、層の少なさをカバーしています。
しかし4以上になるとノズルのサイズにより、プリントできるフィラメントのサイズが制限されてしまい、細くなってしまう部分が出てくるようです。
ということで仮説通り「Reducing printing time」の機能は、レイヤー高さ(積層ピッチ)が小さい時に、インフィルだけをなるべく太くし、プリント時間を短くするという機能のようです。
ただしそのレイヤー高さとしては、0.1 mm程度、またはそれよりも小さい時に有効で、普段私がプリントしている0.2 mmでは少なくともインフィルの造形に影響を与えてしまい、あまり好ましくないと考えられます。
とりあえずなんとなくこの機能のことが分かったところで、この記事を締めくくりたいと思います。
次回もSlic3rを設定している時に見かけたAdaptive slicingを試してみます。

ではでは今回はこんな感じで。
コメント