TIANSE フレキシブルフィラメントのビルドプレート温度
前回、TIANSE フレキシブルフィラメントを使って、印刷温度の検討を行いました。
温度といってもう1つ気になるのが、ビルドプレートの温度。
ということで今回はビルドプレートの温度を検討していきましょう。
推奨のビルドプレート温度は50-80度とのことなので、50度、60度、70度、80度の4種類を試していきます。
データは前にCreality PLAのビルドプレート温度を検討した時のデータを用います。
こちらにデータをアップロードしておきますので、ダウンロードはご自由に。
Ultimaker Curaでのプリント設定
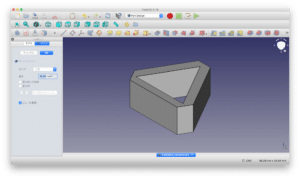
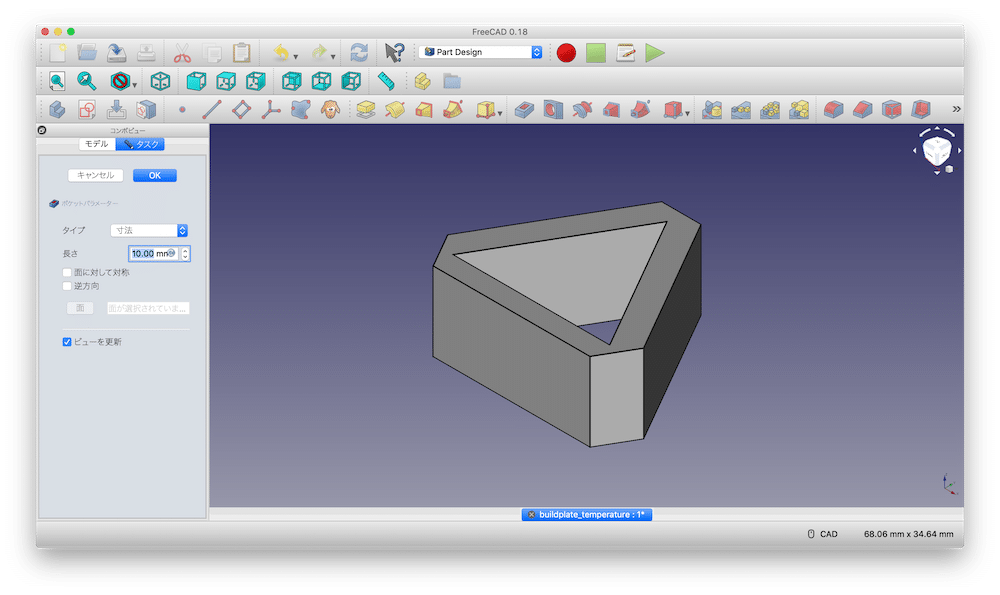
それでは早速データをUltimaker Curaで読み込んで、スライシングしていきましょう。
プリント設定は「カスタム」で行います。
プロファイルは「Standard Quality -0.2mm」。

変更点は「マテリアル」です。
Curaのデフォルトでは、印刷温度が「228℃」、ビルドプレート温度が「0℃」になっています。
前回、印刷温度を検討した際、マシだったのが、200度か210度だったので、今回は200度を選択しました。
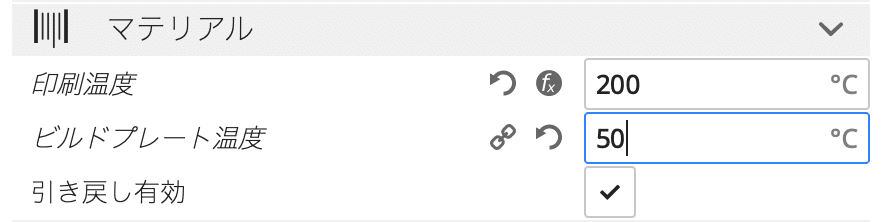
ビルドプレート温度は先ほど決めた通り50度、60度、70度、80度にして、それぞれプリントしてみます。
スライシング結果はこんな感じ。

1つ大体30分程度で、4種類なら2時間程度で全種類揃いそうです。
コストは1つ6円ちょっとなので、30円といったところでしょうか。
プリントしてみた(全体感)
ということで4種類プリントしてみました。
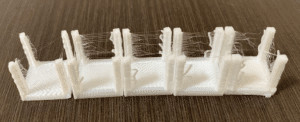
まずは前から撮った写真を見てみましょう。
左からビルドプレート温度50度、60度、70度、80度です。
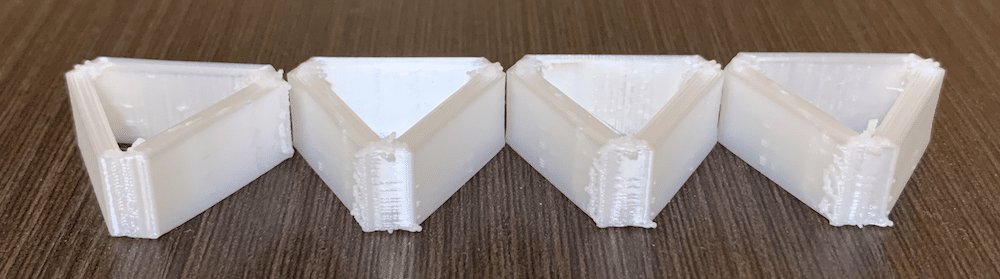
最初の感想としては「思っていたよりもかなり汚い」です。
側面の平面はまぁまぁ綺麗なのですが、角がダマになっているところが多く、ぱっと見の汚さを目立たせています。
上から見てみましょう。
こちらも左から50度、60度、70度、80度です。

上から見るとダマになっているところがよく分かるかと覆います。
ダマになっているのは、外側だけではなく内側でも見られます。
ビルドプレート側から見てみましょう。
こちらも左から50度、60度、70度、80度です。
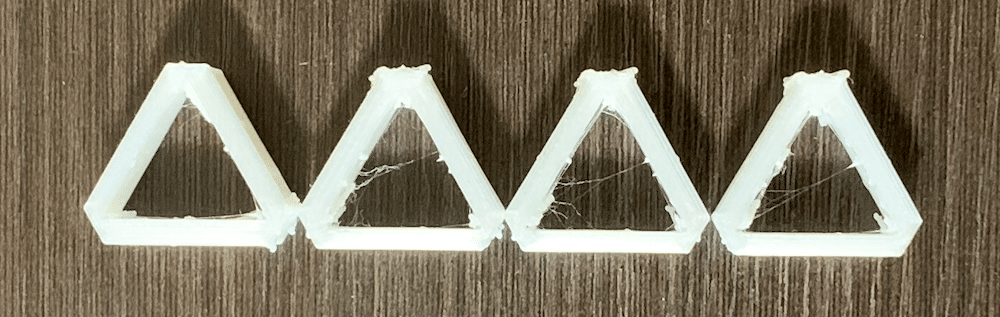
上から見た感じと変わらないですね。
もしかしてEnder-3がおかしいのかと思い、この後、箱型のプリントをしてみたのですが、こちらは綺麗にプリントすることができました。
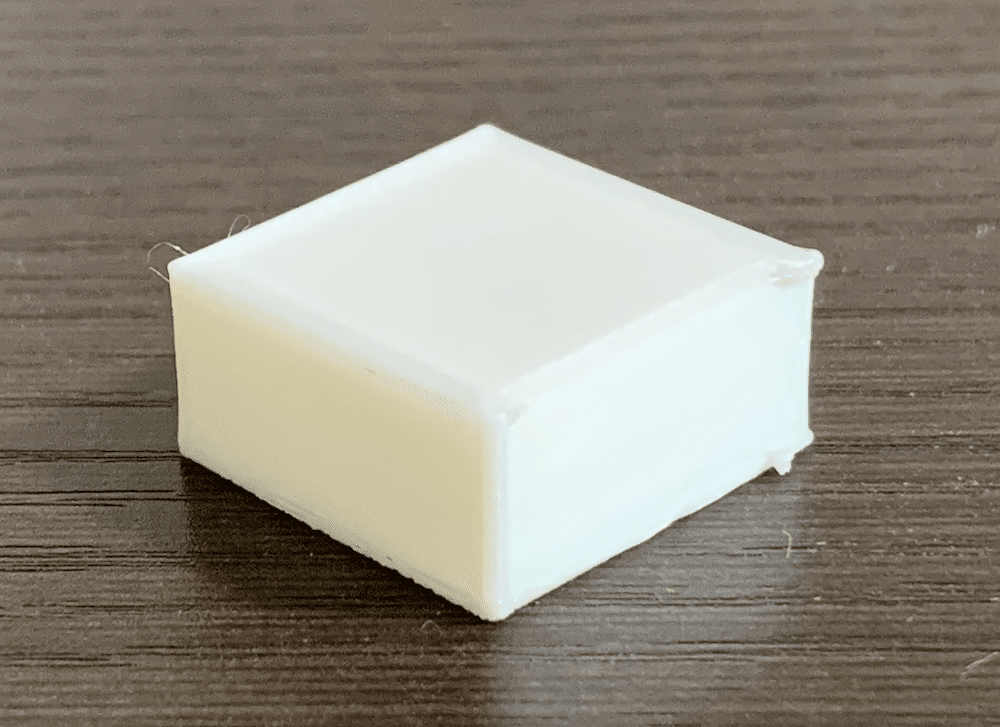
ということで、Ender-3がおかしいのではなく、フレキシブルフィラメントが苦手な形だったのではないかと考えられます。
とりあえず結果としては、ビルドプレートの温度によって、変化が出るかと思ったのですが、ほとんど違いは見られませんでした。
そういう意味では、Curaでデフォルトで設定されているTPUフィラメントのビルドプレート温度「0℃」でもいいのかもしれません。
しかしビルドプレートはヒーターは付いているものの、クーラーは付いていないので、「0℃」というのは室温のことでしょう。
そうなると室温はなかなか一定にできないので、ある程度加温して、毎回一定の温度でプリントした方が良さそうです。
ということで今回の結果としては、ビルドプレート温度は50℃でいいということにしておきましょう。
顕微鏡観察してみる
今回も顕微鏡観察してみましょう。
ただビルドプレート温度を変えても、それほど造形の質に影響がないことが分かっていますので、今回はビルドプレート温度50度のものだけを紹介し、違う点に着目してみたいと思います。
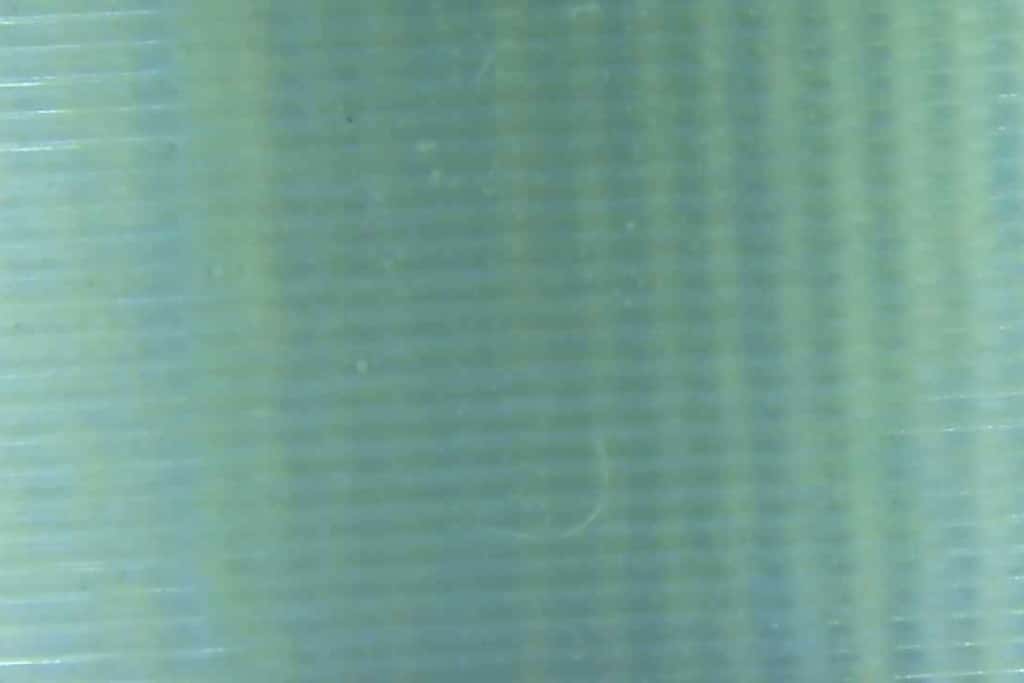
まずは平面部を上面から見てみます。
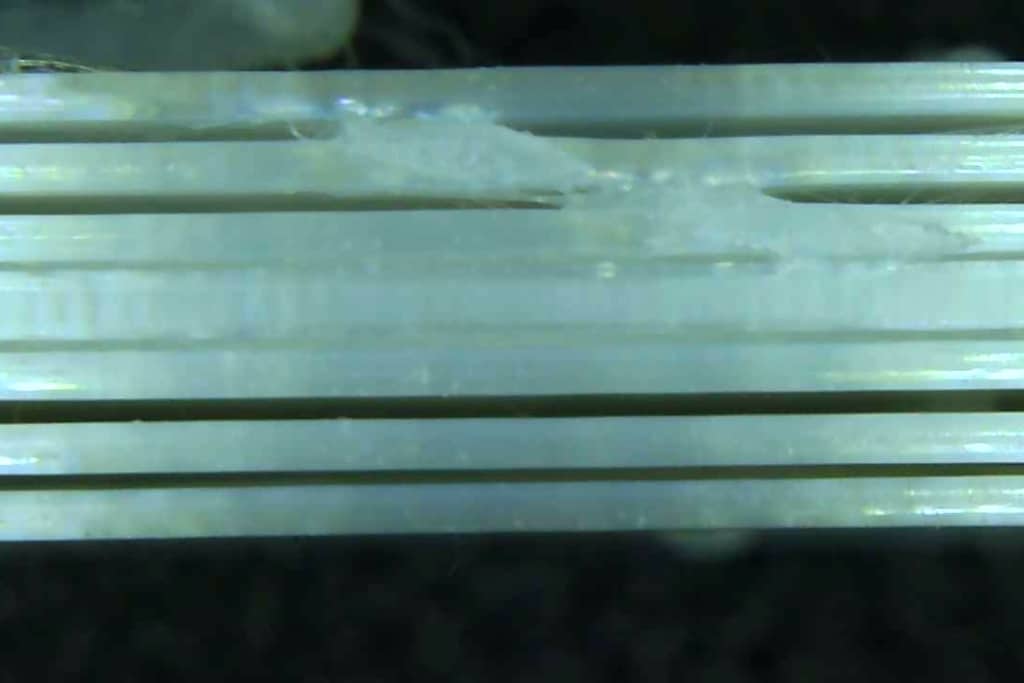
実はそれぞれの線がくっついていなく、バラバラになっています。
ちなみに側面を撮影して、積層方向を確認すると、しっかりくっついているのが分かります。
ビルドプレート側を見てみます。
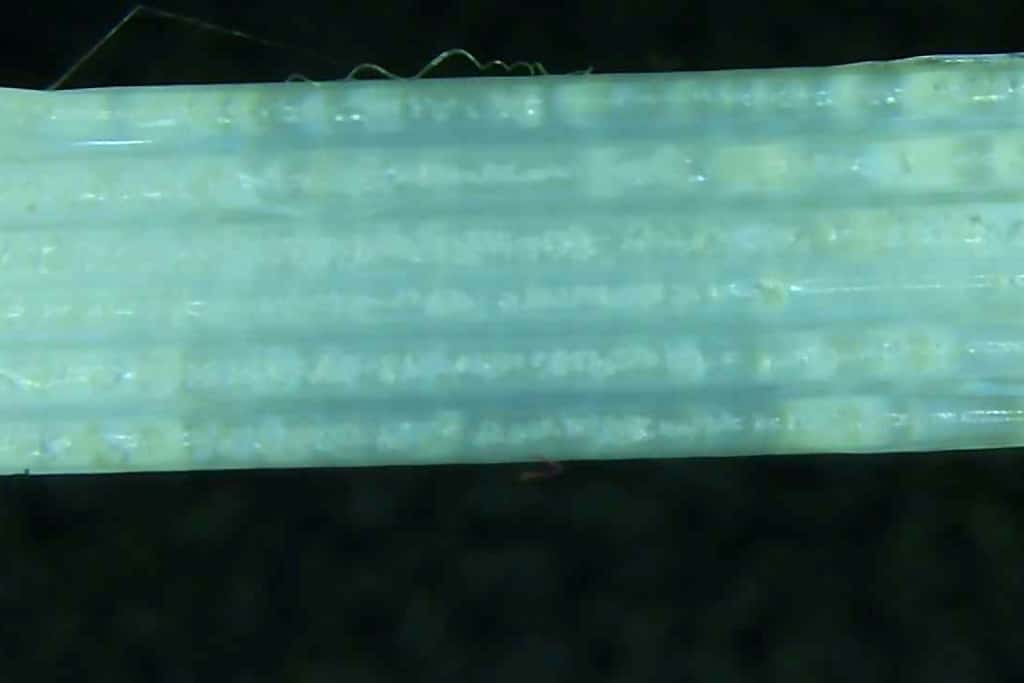
こちらはある程度くっついているようです。
ちなみに角はこんな感じです。

結構ダマになっているのが分かります。
ちなみに箱型をプリントした時は、ダマになっているところはあるものの、プリントされたフィラメントはそれぞれくっついています。
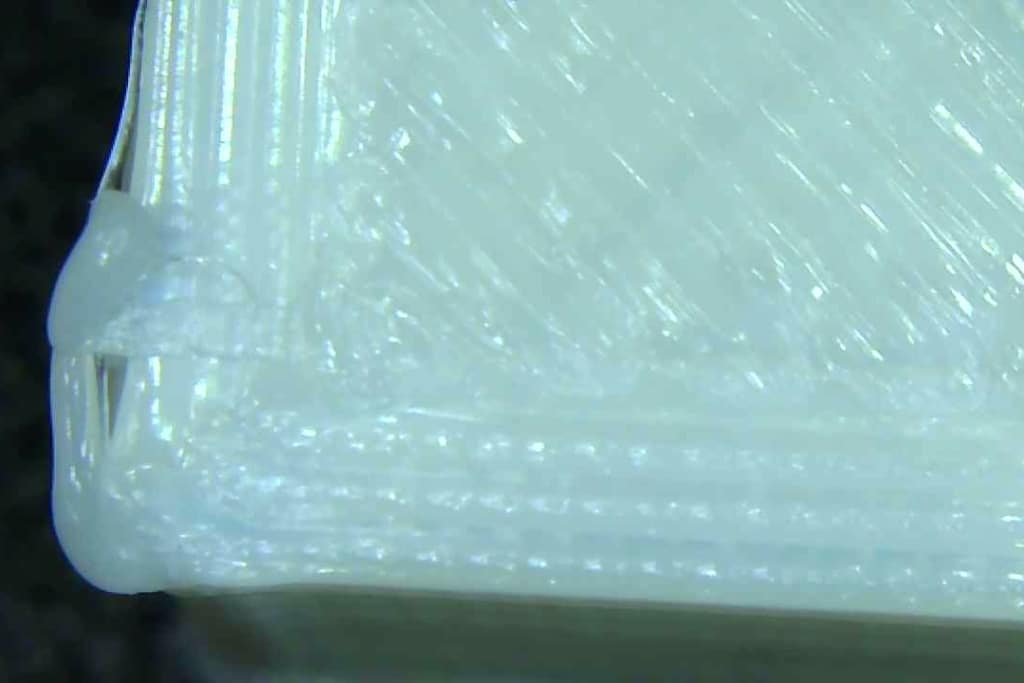
この結果を見てみると、フレキシブルフィラメントは線のような形状を積層するのは苦手で、箱だったりプレートのような形状の方が得意なのではないでしょうか。
また条件は分かりませんが、プリントする形によってはダマが出やすいということも言えそうです。
なかなかフレキシブルフィラメントの癖を掴むのは難しそうです。
次回はフレキシブルフィラメントを使って、オーバーハング構造をプリントしてみます。

ではでは今回はこんな感じで。
コメント