TIANSE フレキシブルフィラメント
最近、フレキシブルフィラメントを使って遊んでいる のり です。

色々プリントしていますが、まだまだ性能を掴めていないし、最適なプリント条件を検討していません。
そこで今回から、少しずつフレキシブルフィラメントの性能を見ていきたいと思います。
まず今使っているのは、TIANSEのフレキシブルフィラメントです。
(2021/4/4現在 在庫切れで入荷未定とのことなので、リンクを削除しました)
フレキシブルフィラメントという特殊なフィラメントなのに、1 kg ¥2,680となかなかお安く手に入るフィラメントです。
リールに書かれている推奨印刷温度は190〜230度。
推奨ビルドプレート温度は50〜80度です。
まずは印刷温度を検討してみましょう。
使用するデータとプリント条件
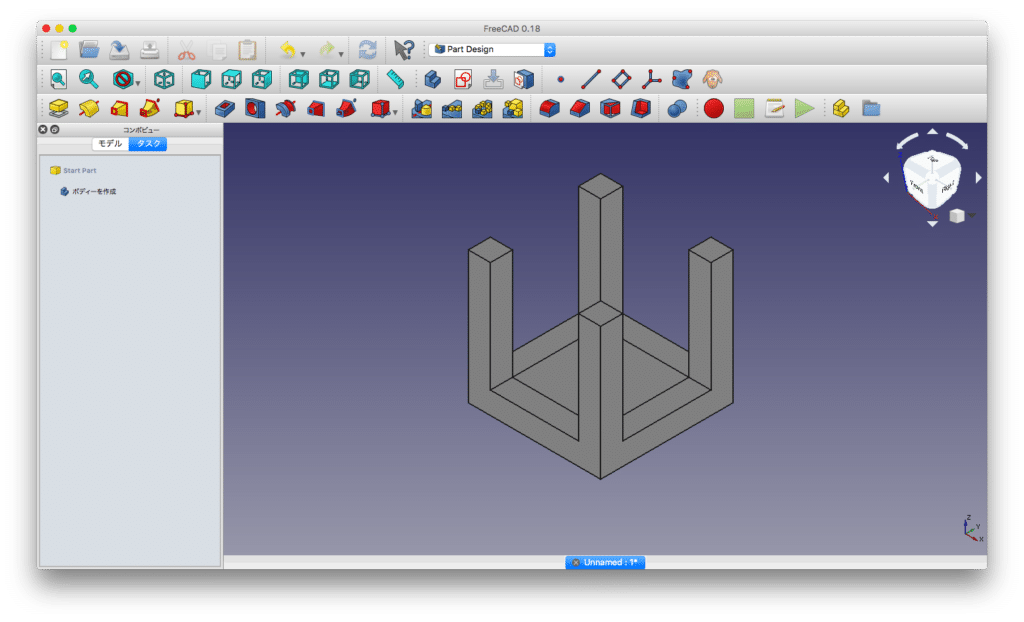
今回使用するデータは、前にCreality PLAフィラメントを検討した時のデータを用いてみましょう。
形としてはこんな感じです。
Creality PLAフィラメントの場合は、190〜200度くらいがちょうど良く、210度以上だと少しずつ造形が乱れ、糸を引くようになるという結果でした。
今回のTIANSE フレキシブルフィラメントの場合は、推奨印刷温度は190〜230度なので、その中で10度刻みで検討してみましょう。
とりあえず今回使用するデータをこちらにアップロードしておきますので、ダウンロードはご自由に。
スライス条件
前回、遊びでプリントしてみた時に、スライス条件のプロファイルは「Super Quality -0.12mm」、「Dynamic Quality -0.16mm」、「Standard Quality -0.20mm」の3種類ありました。
今回は「Standard Quality -0.20mm」で検討してみましょう。
Ultimaker Curaを起動し、データをドラッグ&ドロップし、カスタム設定へと移ります。
そしてプロファイルを「Standard Quality -0.2mm」とします。
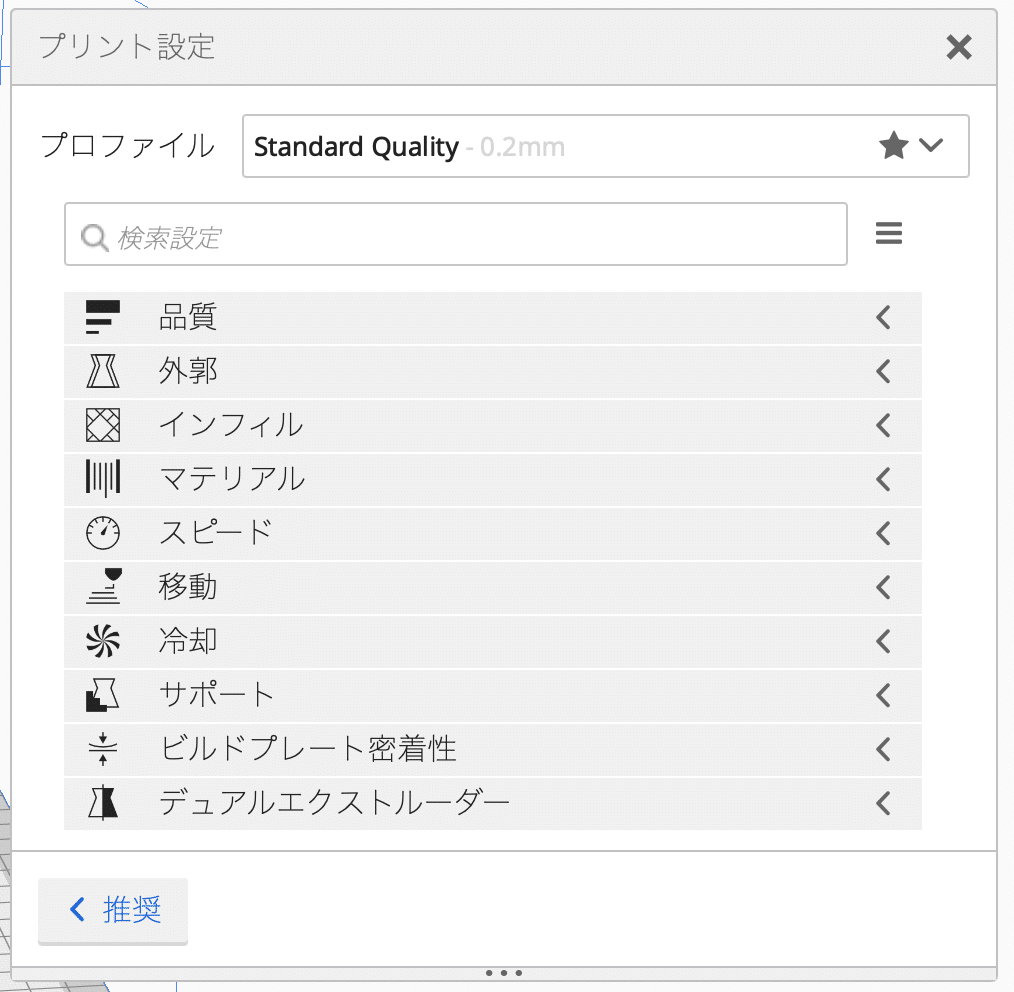
今回は印刷温度を変えていくので、「マテリアル」のタブを開きます。
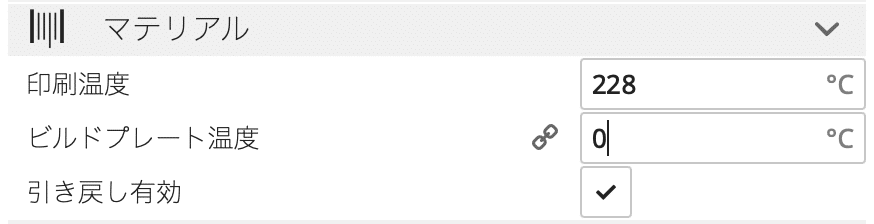
初期設定では、印刷温度が228度、ビルドプレート温度が0度になっています。
推奨ビルドプレート温度は50-80度なので、とりあえず50度に変更します。
そして印刷温度を190、200、210、220、230度の5種類を試してみましょう。
温度を変えるだけなので、スライス結果は変わりません。
そこで190度のスライス結果をこちらに載せておきます。

印刷時間15分、コスト¥2.67ということでなかなか検討するのにリーズナブルな値でしょう。
プリント結果
ということで、190〜230度まで10度刻みで、5種類プリントしてみました。
左から190度、200度、210度、220度、230度です。
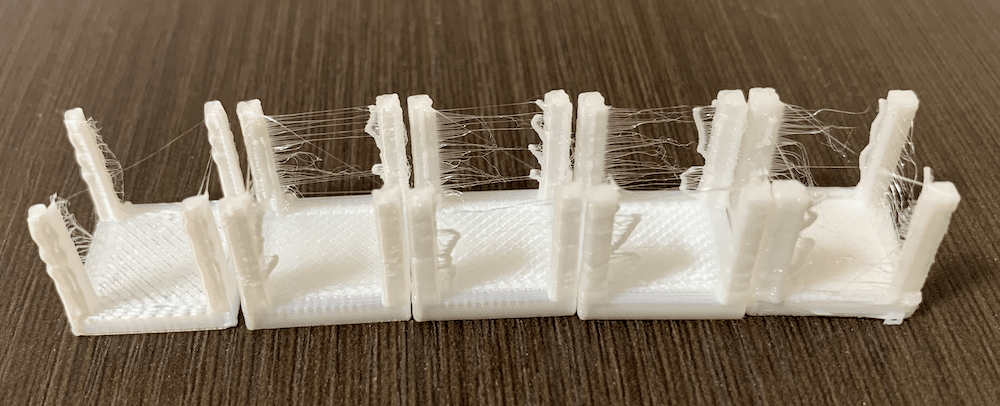
なかなかすごい結果になりましたね。
温度が低くても、かなり糸を引いてしまっています。
ただ温度が上がれば、糸が引きやすくなるのは、Creality PLAと同じ結果です。
1つCreality PLAとは違い気になったのは、平面の色合いです。
ということで上から見てみましょう。
並び順は先ほどと同じで左から190度、200度、210度、220度、230度です。
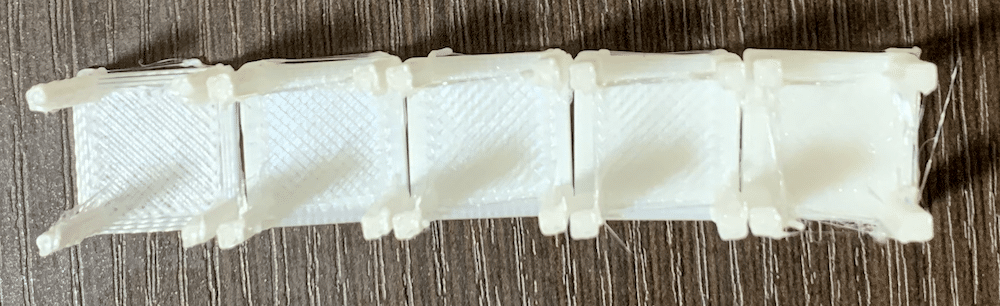
上から見てもちょっとわかりづらいですが、200度、210度、220度だけTIANSE フレキシブルフィラメントに特有のキラキラする白色になっています。
これはどういうことなのでしょうか。
その謎に迫るため、最近導入した新兵器を使って、さらに解析を進めていきましょう。
上部平面の質
それはハンディ顕微鏡の登場です!

最近、購入してレビューした商品ですね。

このハンディ顕微鏡を使って、プリントされたフィラメントがどうなっているのか、詳細を見ていきましょう。
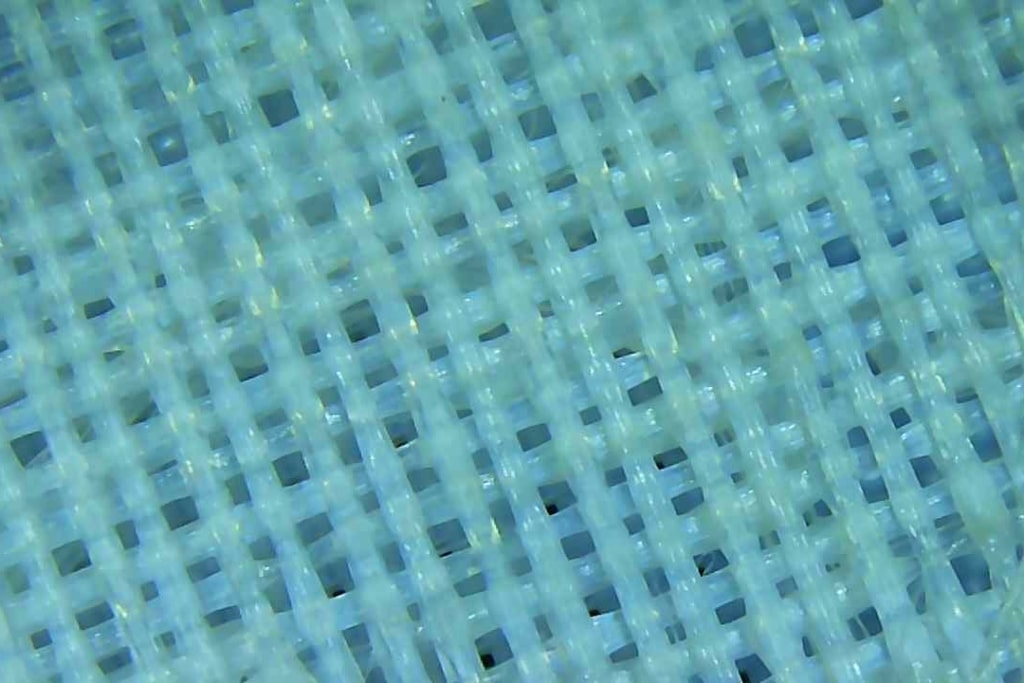
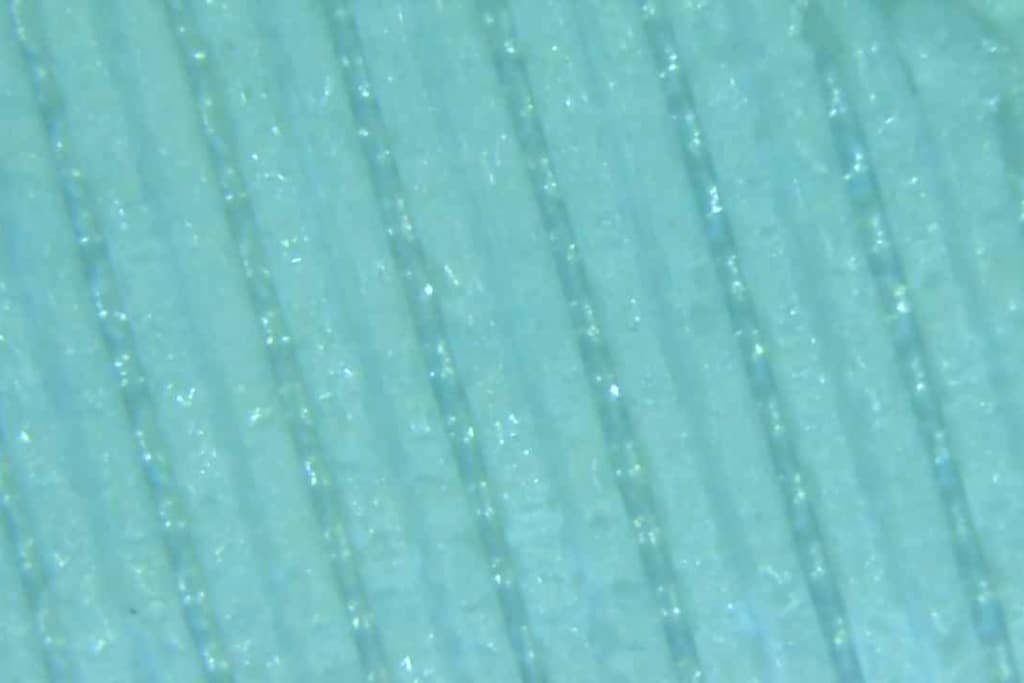
まずは上部の平面部からです。
印刷温度:190度
印刷温度:200度
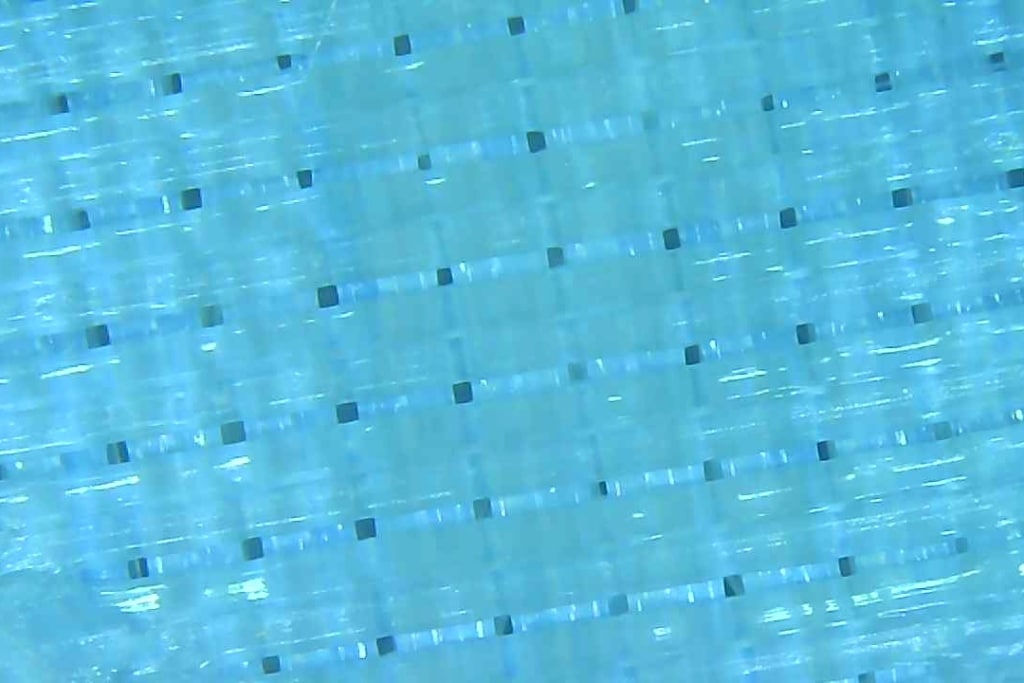
印刷温度:210度
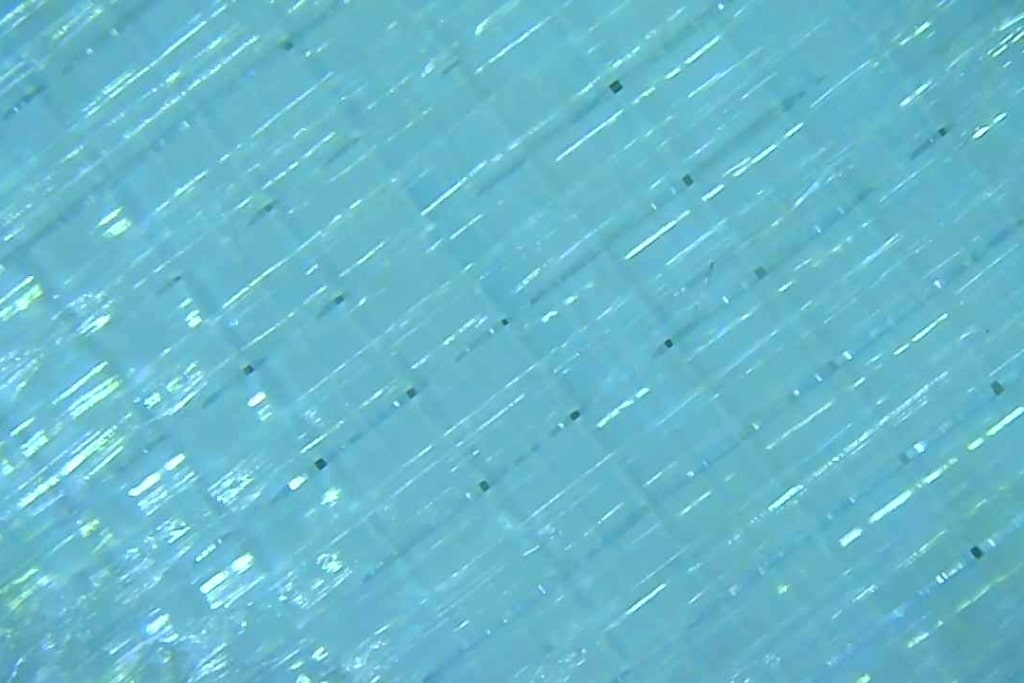
印刷温度:220度

印刷温度:230度
色合いはライトの当たり方によって変わるので無視してください。
これを見ると温度が上がるにつれ、網目が無くなっていくのがよく分かります。
触ってみた感覚では190度で印刷したものが、他よりも柔らかい感じがするので、網目の充填度によって硬さは変わるのかもしれません。
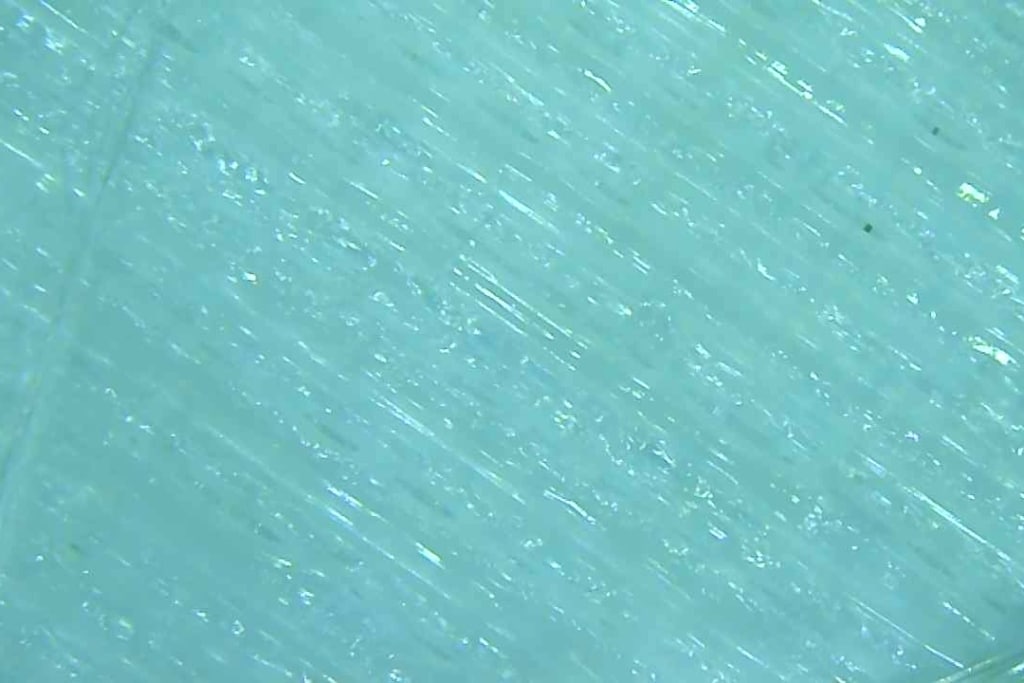
底面(ビルドプレート側)の質
今度は底面、ビルドプレート側の質を見てみましょう。
印刷温度:190度
印刷温度:200度
印刷温度:210度
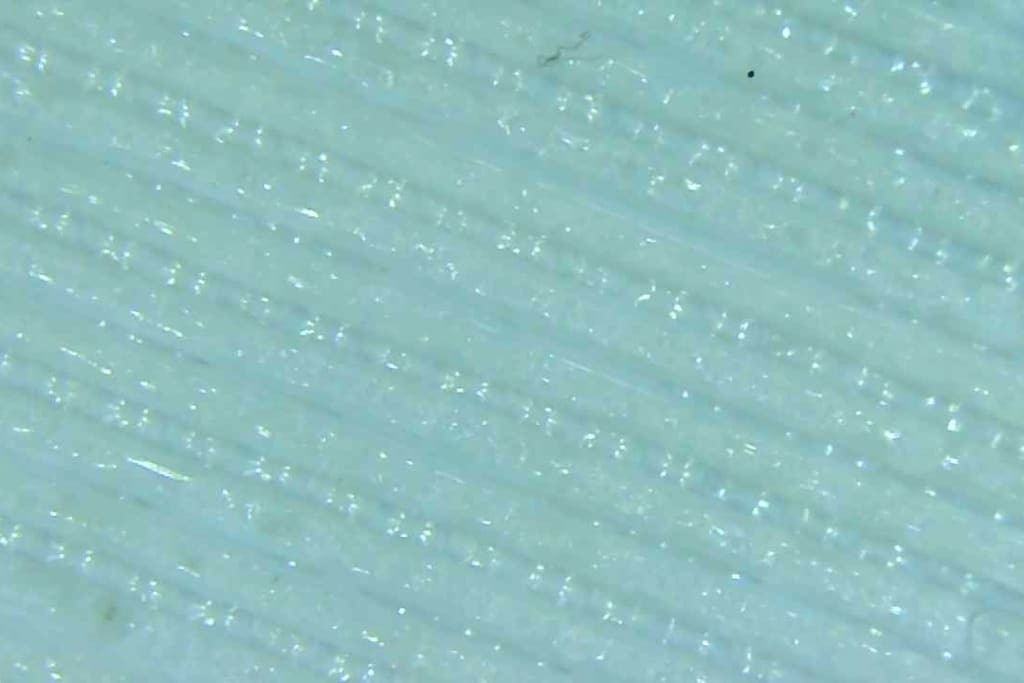
印刷温度:220度
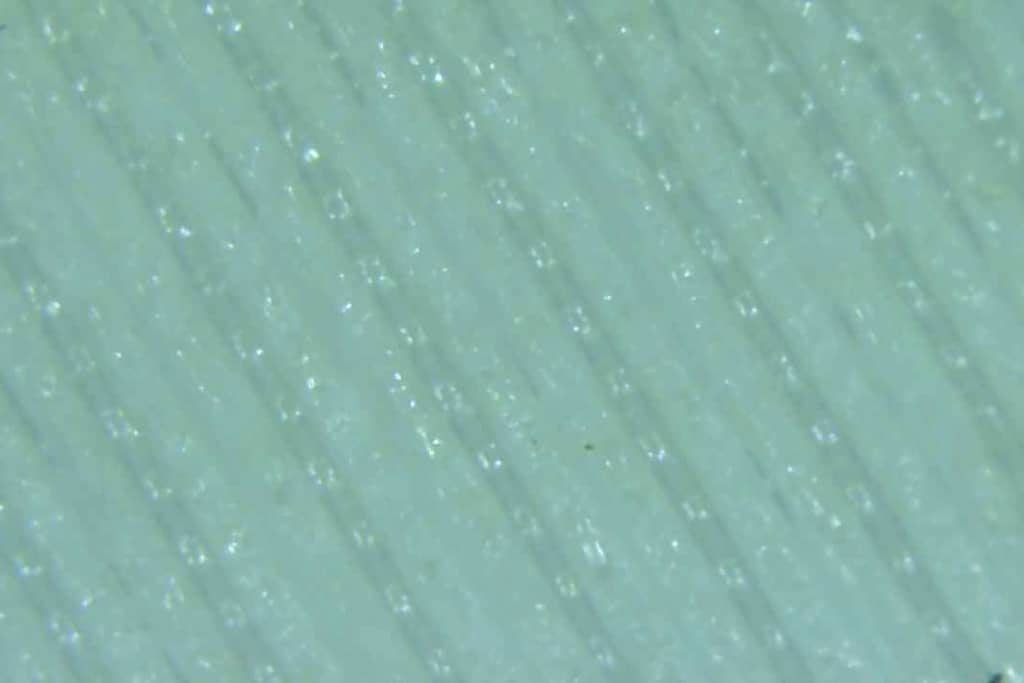
印刷温度:230度

底面側も190度だと網目による穴が見えますが、200度以上では見えなくなっています。
底面なので上部と異なり、ビルドプレートの熱により、少し押しつぶされ、網目が消えやすいのかもしれません。
ただフィラメント跡も220度まではよく見えるのですが、230度ではのっぺりした感じになっています。
これはノズルから出てくるフィラメントの温度が高いため、溶けて広がっているのだと考えられます。
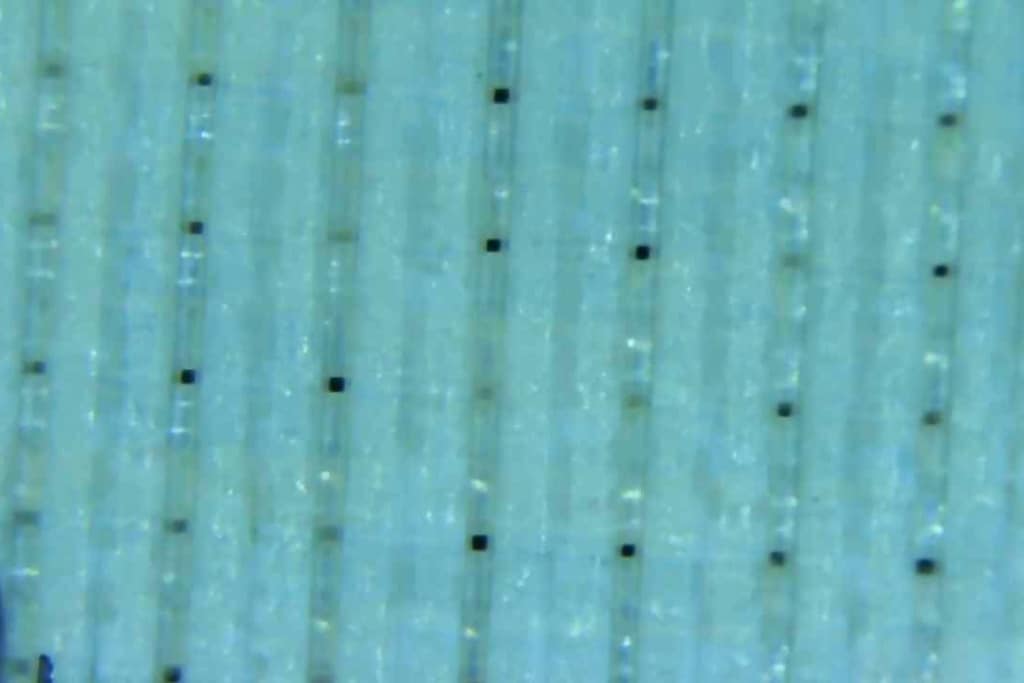
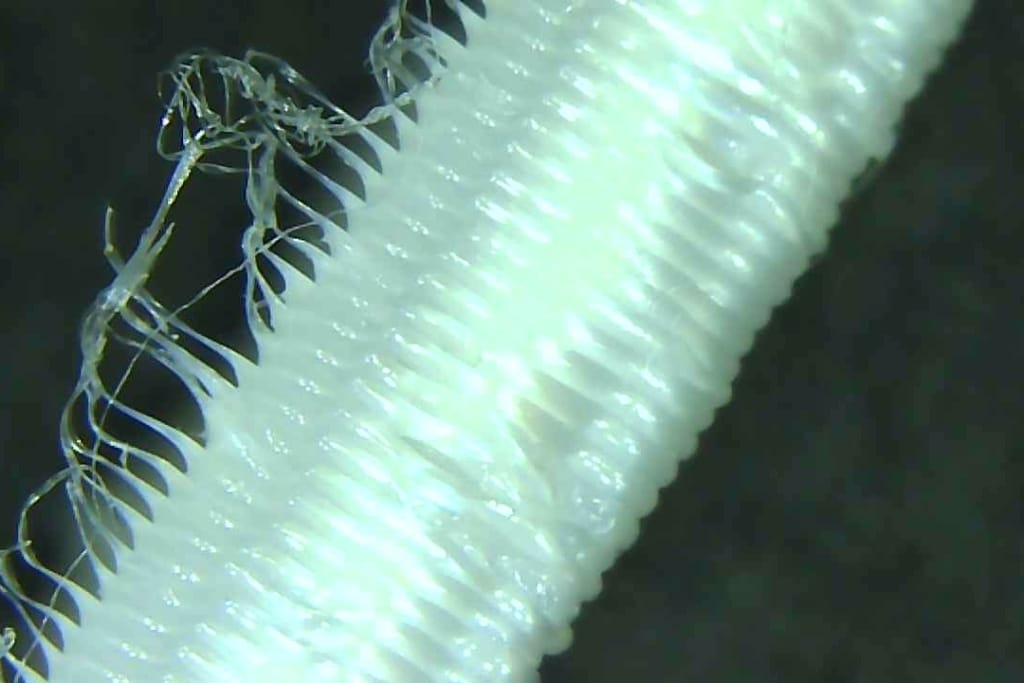
柱の部分の質
次は柱の部分を見てみましょう。
印刷温度:190度
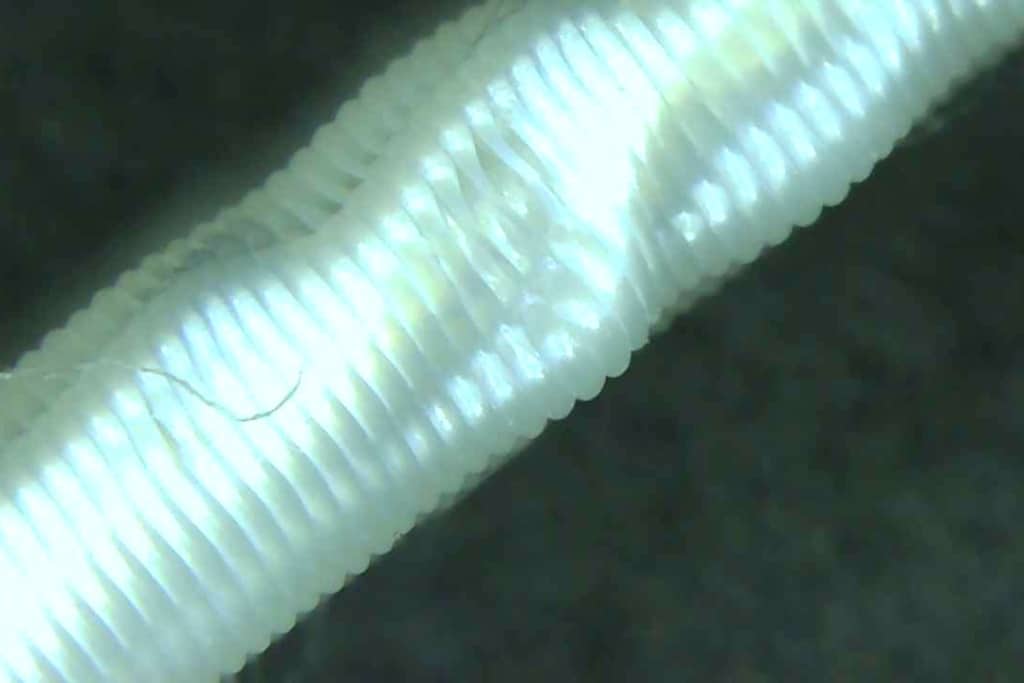
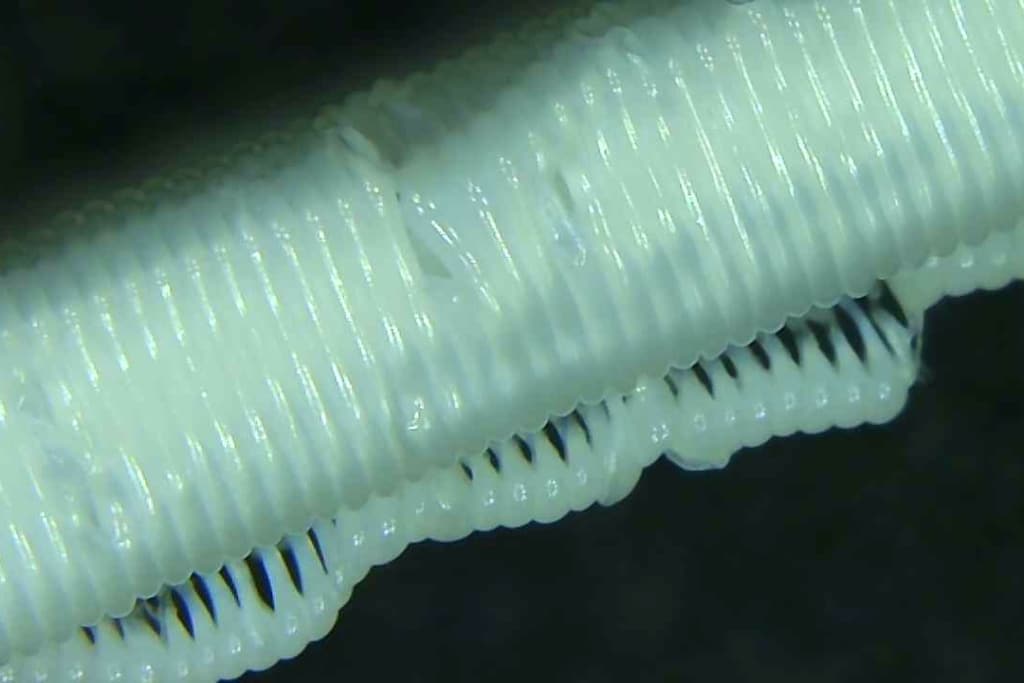
印刷温度:200度
印刷温度:210度
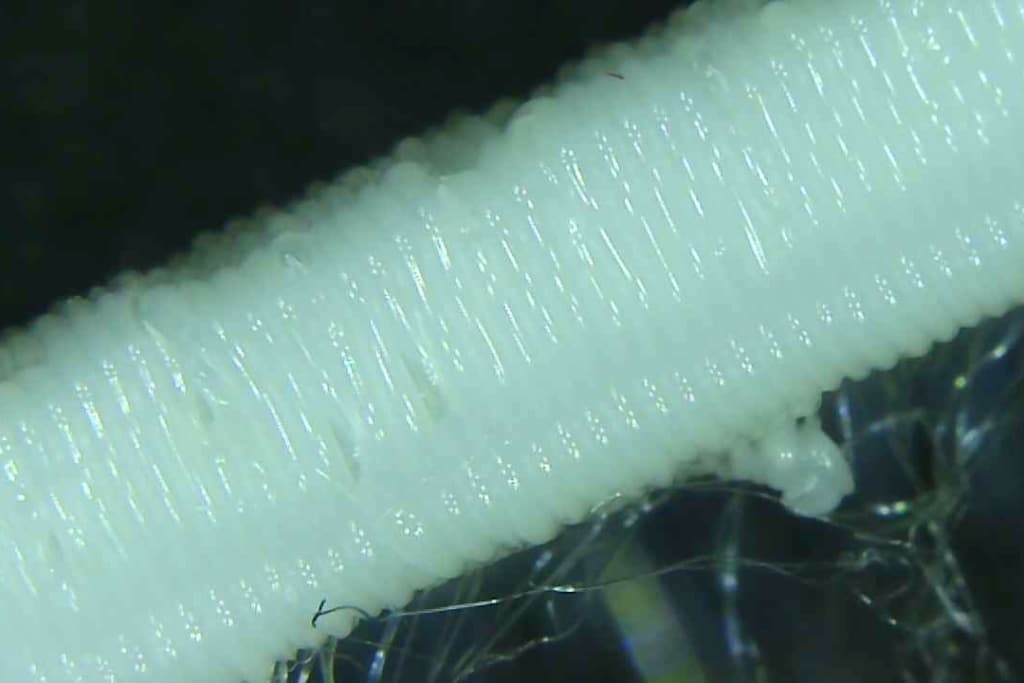
印刷温度:220度
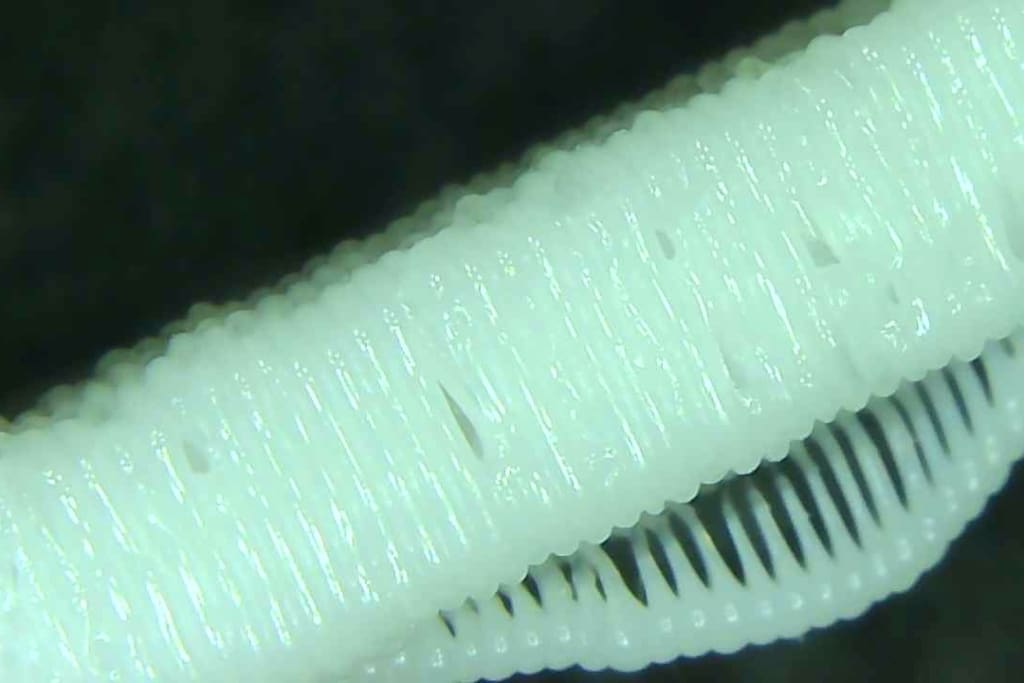
印刷温度:230度
この結果を見ると、フレキシブルフィラメントは細い構造をプリントするのは苦手かもしれませんね。
190度でプリントした場合、糸を引くことは少なそうですが、フィラメントの弾性に引っ張られて、柱が波打った感じになってしまっています。
200度以上だとフィラメントの粘性が強く、糸を引いたり、次の柱に移る際、フィラメントを引っ張りダマ状の構造ができてしまっています。
さらに220度以上だとプリントされたフィラメントが溶けた感じの表面になっています。
まとめ
今回の結果をまとめてみると、190度ではフィラメントが十分に溶けておらず、網目を形成しているフィラメントが細くなり、構造が弱くなってしまいます。
また細い構造になると、ノズルが溶けきっていないフィラメントを引っ張り、造形が波打った感じになります。
また220度以上だと高温すぎて、表面が溶けた感じになり、また糸引きが多くなります。
ただし糸引きに関しては、どの温度でもみられることから、ノズルが空中を移動する箇所が少ない構造にするか、Ultimaker Curaの設定を見直した方がいいかもしれません。
上面、底面のプリントの質を見ると、安定してそうなのは200度から210度だと思います。
ということで、200度、210度辺りを中心に、もう少し細かい条件を詰めていこうかなと考えています。
追記)200℃だと壁を形成するフィラメント同士が接着しないことがありました。
確かに糸引きを考えると低温のがいいのですが、フィラメント同士の接着という点では220℃程度はいるようです。
次回はビルドプレートの温度の検討をしてみましょう。

まとめのおまけ
今回初めてハンディ顕微鏡を使って、3Dプリンタの造形物を観察してみました。
結構細かいところまで観察でき、さらに写真として載せることができるのは、解説もしやすく、そしてみなさんにとっても分かりやすかったのではないかなと思います。
たった4,000円弱の顕微鏡ですが、これだけの性能を秘めていたとは実際考えていなかったです。
むしろ何個か買ってみて、良いやつを使い続けるかなぁなんて思っていました。
個人的に結構満足なので、これからも3Dプリンタの条件検討をする際には積極的に使っていこうかなと思います。
良かったらみなさんも試してみてください。
ミクロの世界を見るのは、なかなか楽しいものですよ。
2019/10/11 追記)フィラメントの引き戻し距離で糸引き対策になるか検討してみました。

コメント