フレキシブルフィラメントをまとめてみる
これまでフレキシブルフィラメントを使って、印刷温度、ビルドプレート温度、そしてオーバーハング角度を検討してきました。


今回はこれらの検討により分かったことをまとめていきたいと思います。
最初は問題点に関して、そして最後にどういった構造がフレキシブルフィラメントに向いているか考察していきます。
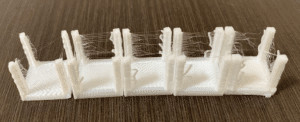
問題点1:フィラメントの糸引き
一番大きな問題はフィラメントの糸引きでしょう。
糸引きが起こるのは、ノズルがプリントせずに、ただ移動するだけの時に起こります。
そこで「引き戻し距離」を調整することで、糸引きを軽減できるか試してみたのですが、残念ながら失敗に終わっています。

後からカッターとかデザインナイフで綺麗に切り取るのであれば、何とかなるのかもしれませんが、プリント条件で何とかするのはなかなか厳しいかもしれません。
つまりフレキシブルフィラメントはノズルが移動する構造が含まれる造形はあまり得意ではないと考えています。
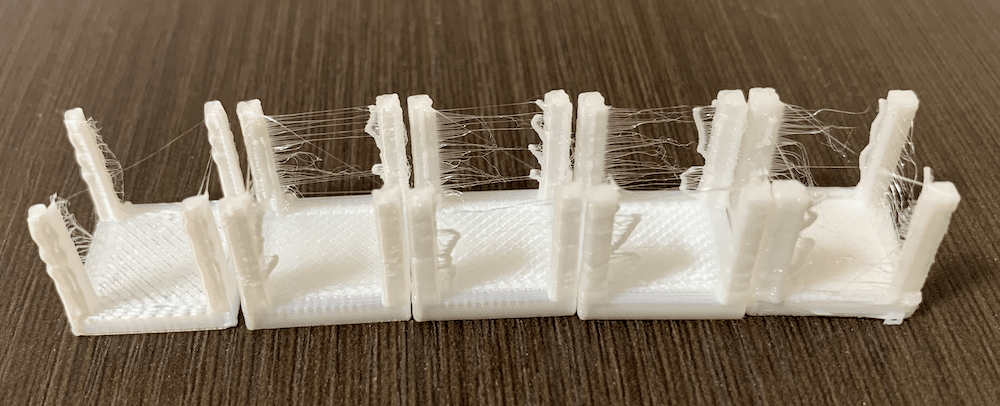
問題点2:柱状構造のねじれ
こちらは糸引きとも関連すると思いますが、複数の細い柱状の構造が含まれると、フィラメントの柔らかさと粘性から、ノズルが移動する際引っ張ってしまい、ねじれる現象が見られました。

こちらは印刷温度や引き戻し距離によって影響を受けました。
“フレキシブル”フィラメントなので、たとえ一本の細い構造状だとしても、上に積層しようとするとノズルに引っ張られ、ねじれる可能性はあると思います。
つまりZ軸方向に細い構造は苦手だと考えられます。
問題点3:平面方向のフィラメント間の結合
どうもフレキシブルフィラメントは、プリントされたフィラメントの横の結合が苦手に感じられます。
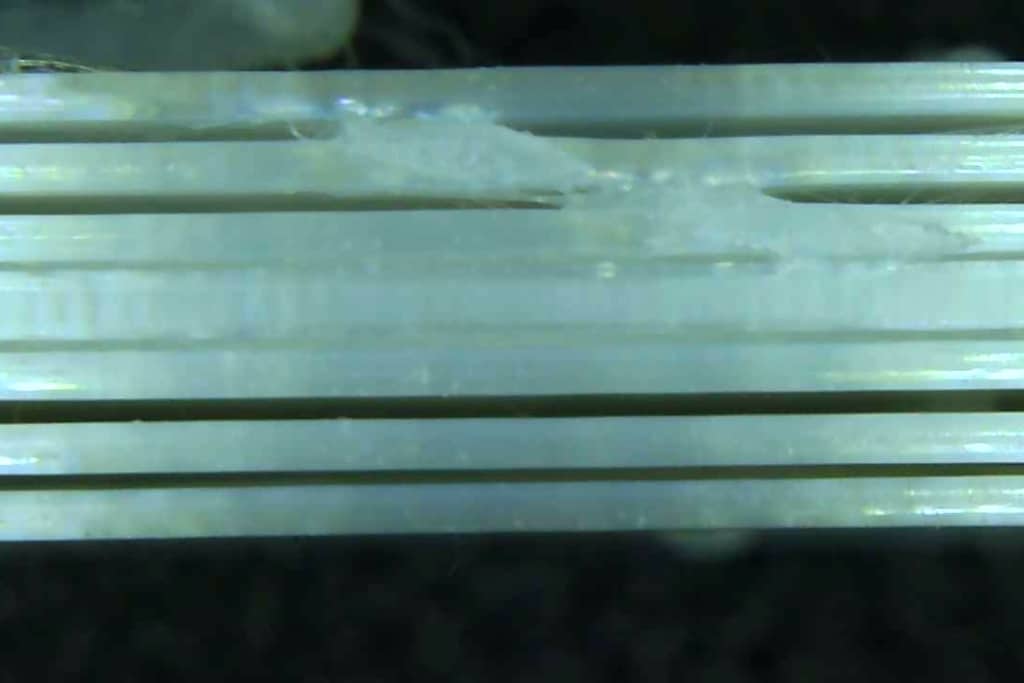
写真は造形の壁の部分を顕微鏡でみたものです。
これを見ると、フィラメント同士の結合がないところがあり、ばらけているのが分かります。
PLAのような硬いプラスチックなら気にならないかもしれませんが、フレキシブルフィラメントだと、触ると一枚一枚広げることができてしまいます。
ただ起こる時と起こらない時があり、温度が高い(210℃以上?)時は比較的起こりにくい感じがします。
この壁構造はどんな造形にも必要なものであるため、これは何とか改善したいものです。
問題点4(TIANSE特有?):フィラメント送り
これはもしかしたらTIANSE フレキシブルフィラメントに特有のことかもしれません。
たまになぜかプリントされたフィラメントの線が細くなったり、ノズルから出てこなかったりする問題が起きました。
よくよく確認してみると、フィラメントがちゃんと送られていないのが問題でした。
その原因は第一にフィラメントの巻が汚いこと。
これだけでは分かりにくいので、比較対象としてCreality PLAの写真を載せておきます。
(まだ開封していないので分かりにくいかもしれませんが、ご勘弁を)

フィラメントの巻が汚いと、中で絡まっている可能性があります。
またフレキシブルフィラメントは特にもちもちした感覚のフィラメントのため、フィラメント同士がひっつきやすいです。
つまり絡まっている場合は言わずもがな、絡まっていなくてもちょっとしたフィラメント同士の押し合いで、エクストルーダーの引っ張りではフィラメントを送れない状態になってしまいます。
これを解消するには時々フィラメントをほぐして、送ってあげるくらいしかなさそうです。
フレキシブルフィラメントを使うのに最適な構造は?
結論から言うと、XY平面に対するシート状の構造が最適だと思います。
厚みが増すと、せっかくのフレキシブルさが無くなってしまうため、箱のような構造ではフレキシブルフィラメントの良さが現れません。
シートの厚みとしては、2 mm程度までがオススメです。
3 mmだと「確かにフレキシブルではあるけども」感が増すのと、インフィル構造が形成されるので、内部が壊れやすくなります。
Z軸方向への細い構造はない方がよく、また複数ある場合は糸引きの原因となるため、できる限り単純化するのがいいでしょう。
柔らかいプラスチックということで、色々と楽しめそうではあるのですが、本当に綺麗に造形しようとした場合、かなり調整を突き詰めるか、デザインを考えないといけないのかなと感じました。
次回からは無料のスライサーソフトSlic3rをちょっと試して行こうかと思います。
ということで今回はこんな感じで。
コメント